 Ronny Quilumba
Ronny Quilumba Patricia Proaño
Patricia Proaño Oscar Sotomayor
Oscar Sotomayor- Materials Department, Escuela Politécnica Nacional, Quito, Ecuador
In the production of ductile iron, it is essential to control the chemical composition of melting, as this directly affects mechanical properties and final microstructure of the fabricated parts. However, this may not be sufficient. Physical phenomena such as nucleation potential, eutectic solidification, and recalescence provide useful information for production of ductile iron. Thermal analysis is a tool that has emerged to meet this need. In this study, thermal sensor equipment is employed to capture real-time samples of the molten metal to analyze its cooling curve. This information is used to determine physical state of the material during the various subprocesses required to produce ductile iron parts. Nucleation potential is the most influential thermal analysis property in ductile iron production. Controlling it helps assess the effects of nodularization and inoculation. Additionally, it plays a key role in optimizing costs and product quality. The high recalescence and solidification variability indicate a predominantly hyper-eutectic behavior, suggesting that reducing inoculant use could improve quality by preventing shrinkage defects, primary graphite formation, and carbides while lowering costs.
1 Introduction
Ductile iron is a type of ferrous alloy composed mainly of iron, with carbon and silicon as primary constituents. Additional elements are carefully controlled to achieve different grades, mechanical properties, machinability, and castability. Carbon is introduced to iron in quantities exceeding its solubility limit, leading to the precipitation of graphite as tiny spheres during solidification. Silicon and other alloys help to manage the shape of the precipitated graphite and the amount of carbon that stays dissolved in the iron. Typically, the carbon content ranges from 3% to 4%, and the silicon content is between 2% and 3% (Olawale et al., 2016).
Iron tends to solidify either in a stable or metastable manner. The rivalry between these two systems is highly significant and is frequently cited as a fundamental example of how nucleation and growth kinetics influence the phases formed during the solidification of a sample or casting. While inoculating the melt encourages graphite precipitation and favors solidification within the stable system, uninoculated low-silicon melts generally display a metastable eutectic structure. Additionally, the shift from stable to metastable solidification is governed by the cooling rate (de la Torre, et al., 2023).
In the company where this study is conducted, an optical emission spectrometry is used as a tool to control and adjust composition of produced material. However, it has been found that having a consistent chemical composition is not enough to ensure that the material achieves the desired properties (Stefanescu et al., 2020). The main reason is that some important elements such us magnesium could not be dissolved but in the form of oxides and sulfides and do not contribute to nodularity. Hence, a thermal analysis can give more control over the quality of molten iron pertains to the integrity of the melting process and subsequent treatments, which encompass chemical composition, temperature, efficiency of inoculation and/or nodularization, as well as the tendency for chilling and shrinkage. These factors influence the solidification process, microstructure, and mechanical properties of cast iron. (Li and Wang, 2004).
Thermal Analysis involves monitoring and interpreting how the temperature of a material changes over time as it cools or heats. In the context of metal casting, this typically involves recording and analyzing the cooling curve of a metal as it solidifies in a mold. The interpretation of this data relies on the principle that every event during solidification influences the shape of the cooling curve (Stefanescu, 2015). It is a tool that allow prediction of the final microstructure of the alloy, for example, through thermal analysis, it was observed that the latent heat of fusion is lower in nodular iron compared to lamellar iron (Tinoco, et al., 2016).
One of the properties that was not controlled on the factory is the nucleation potential (inoculation degree). Inoculation creates locations for heterogeneous nucleation, which boosts the number of eutectic cells and results in a finer microstructure. The effectiveness of the inoculant decreases over time, causing reduction of potential for nucleation and favoring the formation of carbides. This effect is known as fading (Machado Gonzáles, Pérez Espitia and Aristizábal Sierra, 2017). The inoculant is added to the melt just before casting. At this molten stage, the inoculant mixes well with the melt. As the inoculant dissolves, the iron melt becomes locally enriched with silicon. Since Si reduces the solubility of carbon, it encourages carbon to precipitate out of the solution and form graphite (Prijanovic, et al., 2023). The efficiency of inoculation can be measured through thermal analysis by calculating the difference between the metastable eutectic temperature and the lower eutectic temperature (Cojocaru et al., 2019).
One of the main objectives when working with cast iron is to reach the eutectic point due to the benefits it brings. However, it has been found that attempting to achieve this point through control of the chemical composition may be insufficient. Based on the iron-carbon phase diagram, it is possible to determine that the eutectic point is reached when the liquid temperature is equal to the lower eutectic temperature (Sillén, 2008).
2 Materials and methods
2.1 Melting process
For testing, a one-ton capacity induction furnace is used. The process for obtaining ductile iron consists of the following four steps: Charging of the base metal, chemical composition adjustment, nodularization, and inoculation. The entire process is called melt. The steps of charging the base metal and adjusting the chemical composition occur in the furnace. The composition is adjusted by adding copper scrap, and alloying compounds like FeSi75%, FeMn HC. The silicon alloy provides silicon to achieve the desired composition and also contributes the inoculating effect characteristic of this element. Conversely, manganese and copper acts as pearlite-promoting elements, thereby enhancing the material’s strength (García et al., 2020). The objective is to achieve the desired chemical composition according to the control limits established by the company to ensure the quality of its material. Nodularization is carried out in a tundish ladle. This container has compartments that prevent direct mixing of the material with the nodulizer. A FeSiMg alloy acts as a nodulizer thanks to the action of magnesium, is used to promote the formation of graphite nodules. Inoculation occurs when the material is transferred to the final transport ladle. At the end of this process, the metal is poured into the molds. The ladles have a capacity of 250 kg; therefore, this process is carried out 4 times to completely empty the furnace and begin to produce a new melt.
2.2 Equipment and thermal analysis relevant parameters
For this study, a Carbomax delta equipment from Italterm has been used (Italterm, 2024). The device is a computer whose interface draws the cooling curve and its derivative in real-time. The liquid metal sample is poured into sand cups. If necessary, the cups can contain tellurium to promote metastable solidification of iron. Inside the cups is a thermocouple filament covered with glass to prevent direct contact with the metal.
The equipment has two configurations: Carbon mode and Microstructure mode. The parameters that can be measured in each configuration are outlined below.
Figure 1 shows the cooling curve obtained by forcing metastable solidification. This is measured in the Carbon mode of the equipment and measures the following parameters:
- TLm: temperature of liquidus metastable
- TS: eutectic metastable temperature
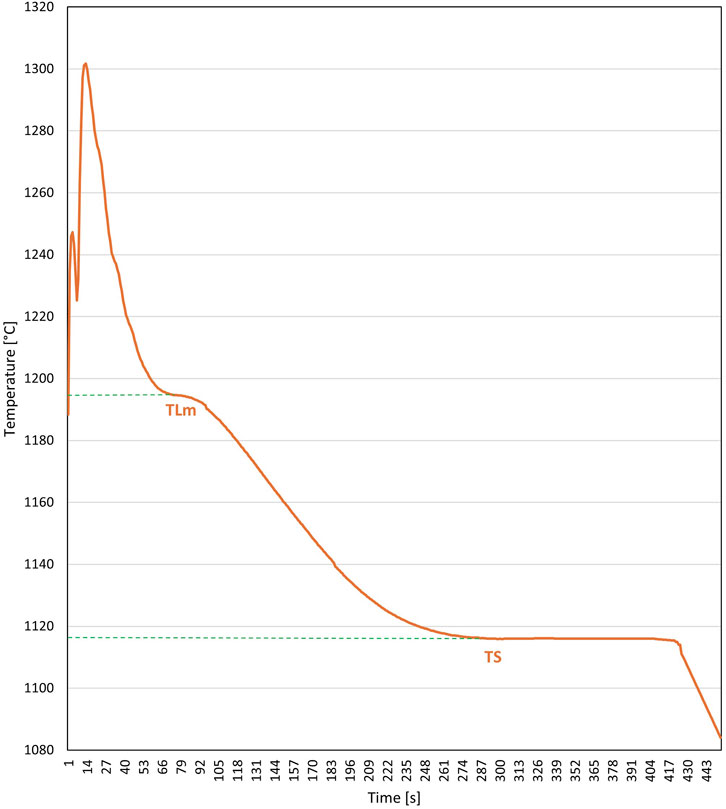
Figure 1. Metaestable cooling curve.
From the information on TL and TS, the device calculates the equivalent carbon and the percentage of carbon and silicon in the sample.
Figure 2 shows the cooling curve of the inoculated material. This is obtained using the Microstructure mode allows measurement of the following parameters:
- TL: liquidus temperature
- TEU: temperature eutectic undercooling
- TER: temperature of eutectic recalescence
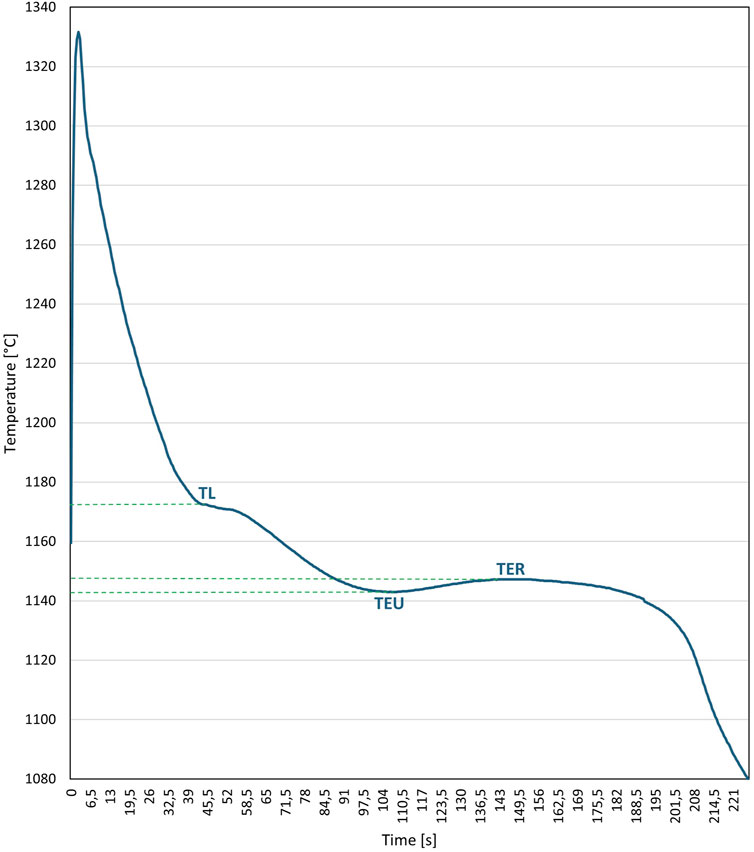
Figure 2. Stable cooling curve.
From these data, the device calculates the equivalent carbon and the recalescence of the sample.
2.3 Material behavior evaluation
The study of the material was divided into two parts; the first focused on the behavior of the material in the furnace, while the second part examined the changes in the material’s behavior during the nodularization and inoculation treatments applied throughout the process. As mentioned earlier, the melting process is divided into four stages: two occur in the furnace, one in the nodularization ladle, and the last one in the transport ladle. To identify samples taken in the furnace after the chemical composition adjustment, the letter F is used; to identify the samples taken after nodularization, the letter N is used; and to identify the samples taken in the ladle after inoculation, the letter I is used.
The objective is to understand the influence of the following properties: Nucleation Potential (Nuc), Solidification Modulus (SM), and Recalescence (Rec) over final microstructure and properties of nodular iron the following formulas are used to calculate the three properties.
It has been found that efficient nucleation results in the Nuc reaching 14°C (Fredrickson and Stefanescu, 2017).
The Solidification Modulus indicates whether the material exhibits eutectic behavior. As mentioned earlier, the temperatures TL and TEU coincide at this point; therefore, this difference should be zero if the material solidifies eutectic (Sillén, 2008).
The recalescence is aimed to be between 2°C and 4°C, as this ensures the quality of the material (Mohd et al., 2020). These properties will carry the previously defined suffixes (F, N, I) depending on the point in the process being analyzed. All temperatures defining these properties are obtained by analyzing the samples in microstructure mode, except for the temperature TS, which is obtained using tellurium cups (carbon mode).
2.3.1 Sampling process
For the evaluation of the material behavior in furnace, five samples were taken from each cast. The first sample was analyzed using tellurium cups. Once the chemical composition adjustment process was completed, the remaining samples were taken using cups without tellurium. Samples were collected each time the material was poured into the tundish nodularization ladle, with a total of four samples taken since four pouring processes are required to completely empty the furnace. The described process can be observed in Figure 3.
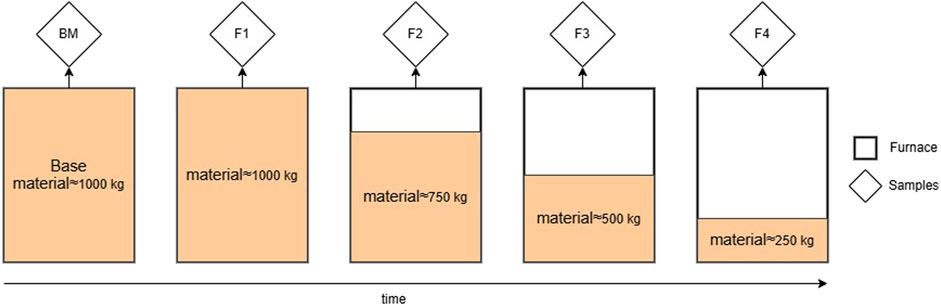
Figure 3. Furnace sampling diagram.
For the evaluation of the complete process material behavior, four samples were taken from each cast. The first sample was analyzed using tellurium cups and was taken at the end of the melting process of the initial furnace load. The subsequent samples were analyzed using cups without tellurium and were taken after the chemical composition adjustment, after nodularization, and finally after inoculating the material. The described process can be observed in Figure 4.
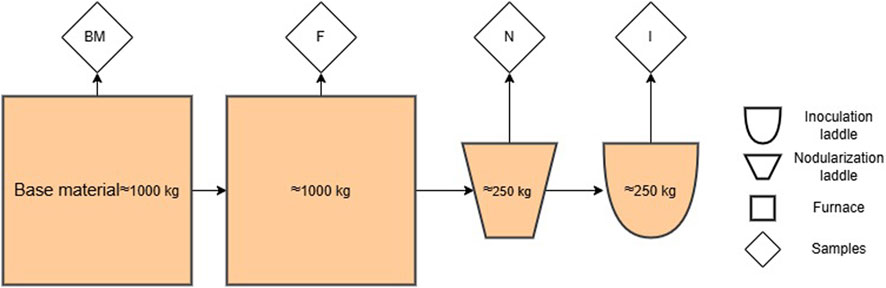
Figure 4. Complete process sampling diagram.
Finally, using an optical microscope and a specialized software for image analysis, metallography is performed on the 10 samples taken after the nodularization process. The objective is to correlate the phenomena studied through thermal analysis with the properties of ductile iron, such as nodularity and nodule count. These properties are calculated according to the definitions outlined in ASTM 247.
3 Results
3.1 Material behavior in furnace
3.1.1 Furnace nucleation potential
Figure 5 shows the nucleation potential of samples taken from the furnace from a total of 14 melts. Four samples are taken from each melt during the furnace tapping process. It can be seen that the nucleation potential is higher in the initial samples and tends to decrease.
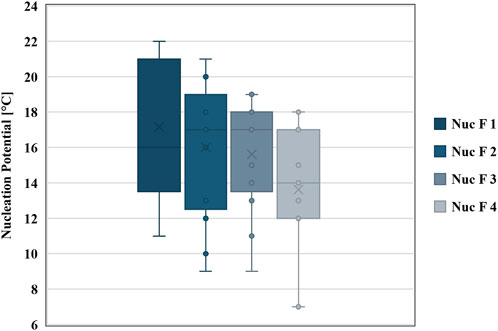
Figure 5. Nucleation potential on furnace.
3.1.2 Furnace solidification modulus
Figure 6 shows the solidification modulus of the same 14 melts analyzed in the previous section. It can be observed that the solidification modulus is lower in the initial samples. Additionally, the final samples show greater dispersion.
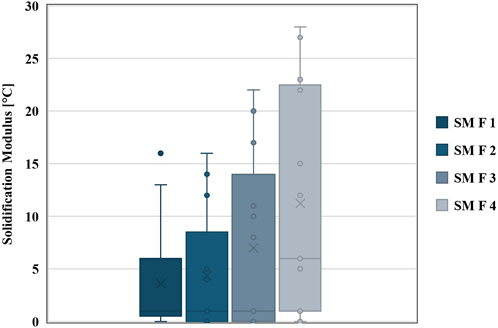
Figure 6. Solidification modulus on furnace.
3.2 Complete process material behavior
3.2.1 Nucleation potential
Figure 7 shows the nucleation potential of samples taken from a total of 18 heats. The nucleation potential is shown for the material in the furnace, in the nodularization ladle, and in the inoculation ladle. It can be seen that the nodularization and inoculation treatments alter this property. Nodularization decreases the nucleation potential, while inoculation increases it.
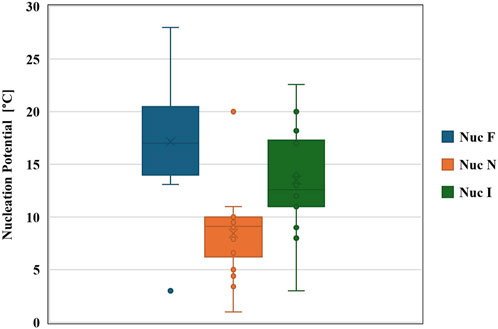
Figure 7. Nucleation potential complete process.
3.2.2 Solidification modulus
Figure 8 shows the nucleation potential of samples taken from a total of 18 heats. The nucleation potential is shown for the material in the furnace, in the nodularization ladle, and in the inoculation ladle. The solidification modulus (SM) in the furnace is higher and decreases after the nodulizing process. It can be observed that the SM after inoculation remains similar to the SM reached during the nodulizing process.
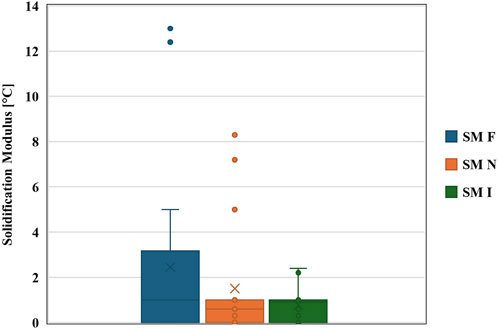
Figure 8. Solidification modulus complete process.
3.2.3 Recalescence
The literature recommends a recalescence range between 2°C and 4°C. Figure 9 shows the results of samples taken after the inoculation process, where most are outside this range. Control limits obtained from bibliographic references are shown to determine if the measured recalescence behaves appropriately.
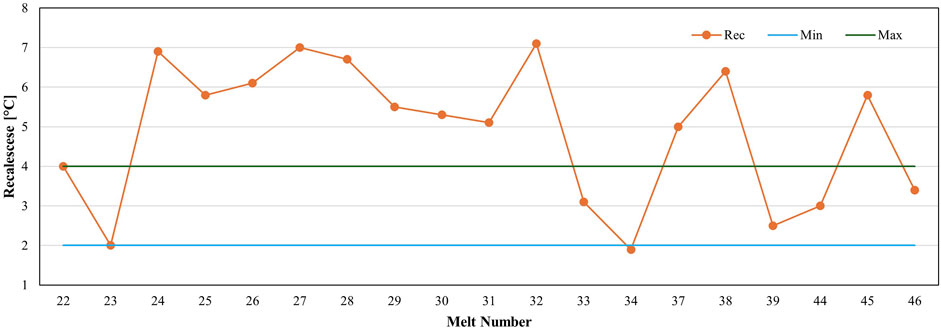
Figure 9. Recalescence Behavior.
3.3 Metallographic analysis
The specimens treated with nodulizer (N) show a ferrite and pearlite microstructure with graphite nodules with an average nodularity of 84.87%, size 6 and shapes I, II and III. Those treated with inoculant (I) on the other hand show a ferritic-pearlitic microstructure with graphite with an average nodularity of 82.22%, size 6 and forms I, II and III. Figure 10a shows a typical example of metallographic analysis of samples just after nodulizer and Figure 10b shows an example of metallographic analysis on a sample taken after inoculation procedure.
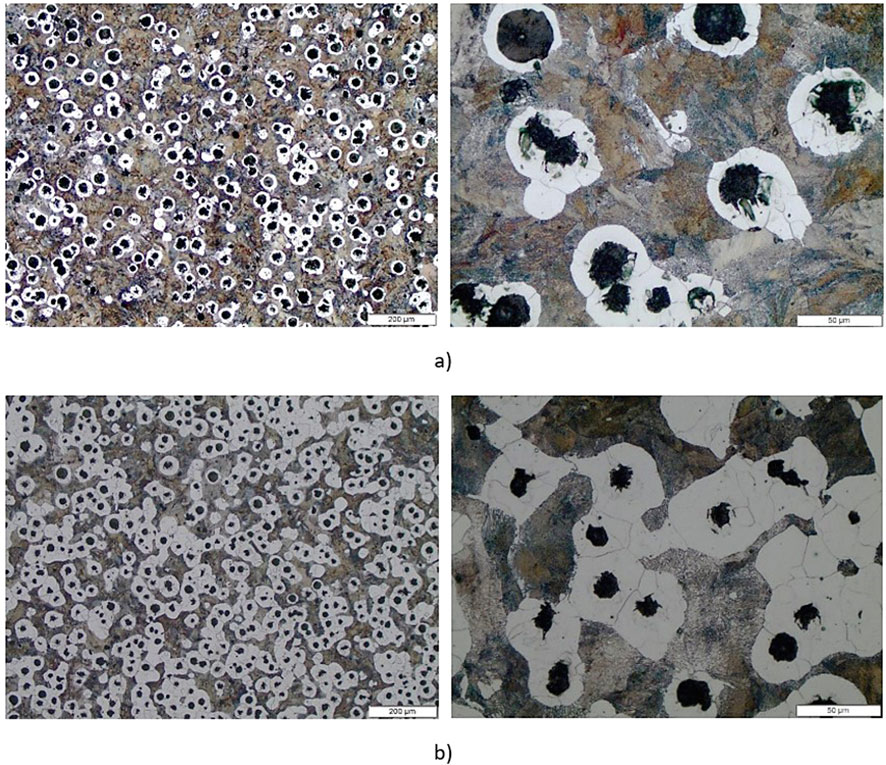
Figure 10. Examples of metallographies.
In the metallographic results, information was obtained on nodularity and nodule count. The nucleation potential is the only property measured through thermal analysis that shows a relationship with nodularity and nodule count, as presented in Figure 11.
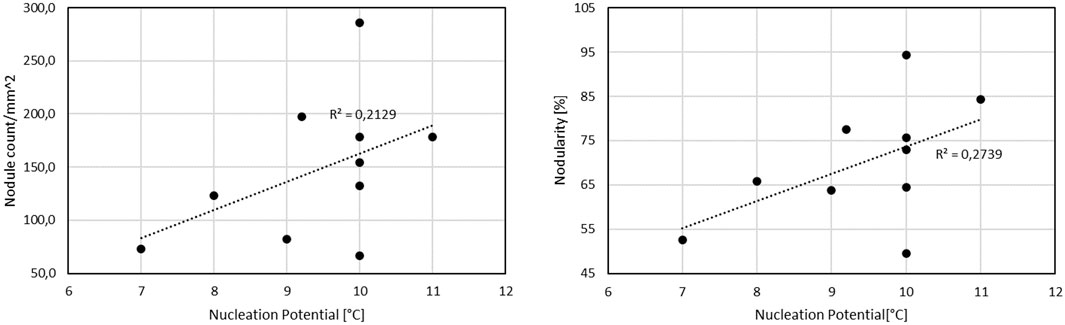
Figure 11. Properties correlation.
4 Discussion
4.1 Material analysis in furnace
Figure 5 indicates that time has a significant influence on the nucleation potential. The longer the material remains in the furnace, the more the nucleation potential tends to decrease. According to (Fredrickson and Stefanescu, 2017), an adequate nucleation potential should be above 14°C. It is observed that the material does not always meet this condition. This trend is more noticeable in the F4 samples.
On the other hand, in Figure 6, we can observe the behavior of the solidification modulus in the furnace. This property tends to increase over time, emphasizing the need to control time in the melting process, as a value close to zero is desirable.
4.2 Complete process analysis
In Figure 7, the effect of the subprocesses on the nucleation potential is clearly seen. The nodularization process causes the material to lose nucleation potential. This phenomenon is due to the presence of magnesium in the nodulizing composition. Magnesium promotes the spheroidal configuration of graphite but also tends to react with silicon, causing it to lose its nucleating effect. The figure also shows how the inoculant helps recover the lost nucleation potential. The inoculant’s main component is silicon, which promotes the formation of nuclei.
Once again, it is evident that the results have a high degree of variability. Nucleation potential after inoculating the material has a mean of 13.2°C, which is lower than the recommended value, and a standard deviation of 6.6°C, indicating that some samples have a nucleation potential that could be considered inadequate. This should be further corroborated by analyzing the final quality of the cast pieces. If it is determined that such high potentials are unnecessary, the inoculant load could be reduced. On the other hand, if defects are identified in the pieces, the loads should be adjusted to ensure that the nucleation potential is at the required level. In both cases, savings could be generated, either by reducing the use of inoculant or by reducing rejected parts.
Figure 8 shows that the solidification modulus behaves in an uncontrolled manner, meaning it does not exhibit a consistent behavior at each stage of the melting process. For example, there are eutectic samples (SM = 0) found in the furnace, the nodularization ladle, and during inoculation, as well as both hyper- and hypo-eutectic samples. It is necessary to identify the desired material behavior in each of the subprocesses and adjust the raw material and ferroalloy load to reach this behavior.
This parameter was measured only during inoculation process, as it is of greater importance here, since, as mentioned earlier, it could influence the final shape of the graphite. Adjusting the inoculant load could reduce recalescence, and lower recalescence also favors the morphology of the graphite.
4.3 Metallographic analysis
Figure 11 highlights the importance of controlling nucleation potential at various stages of the process, as it has been identified that this property directly influences nodule count and nodularity. Additionally, it should be noted that a good nodule count and nodularity are associated with better material strength.
5 Conclusion
Nucleation potential is the thermal analysis property that has the most significant physical impact on the ductile iron process. Controlling this property allows for understanding the effects of processes such as nodularization and inoculation on the material, making it easier to identify potential deviations that could affect the final product’s quality. This control helps generate savings by optimizing loads and avoiding losses caused by non-conforming products.
The solidification modulus shows high variability, indicating that the material may exhibit hyper-eutectic, eutectic, or hypo-eutectic behavior regardless of the stage of the process. It is important to determine the desired behavior of the material in each subprocess. To achieve this, the raw material and alloy load process should be adjusted accordingly.
It has been found that the measured recalescence is relatively high. This is due to the fact that the material’s solidification is not completely eutectic. In fact, it has been identified that the material produced by the company is hyper-eutectic in most cases. Therefore, there is an opportunity to reduce the use of inoculant, thereby lowering the final carbon equivalent, which benefits product quality by preventing shrinkage defects, primary graphite formation, and carbides, as well as reducing costs.
Data availability statement
The raw data supporting the conclusions of this article will be made available by the authors, without undue reservation.
Author contributions
RQ: Writing – original draft, Investigation. PP: Investigation, Resources, Writing – review and editing. OS: Conceptualization, Writing – review and editing.
Funding
The author(s) declare that financial support was received for the research and/or publication of this article. The funding for this project comes from Escuela Politécnica Nacional through the grant project PIS- 20-03.
Acknowledgments
We would like to express our gratitude to Company Fundireciclar and its board of directors for kindly providing materials, supplies, and access to their facilities.
Conflict of interest
The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Generative AI statement
The author(s) declare that no Generative AI was used in the creation of this manuscript.
Publisher’s note
All claims expressed in this article are solely those of the authors and do not necessarily represent those of their affiliated organizations, or those of the publisher, the editors and the reviewers. Any product that may be evaluated in this article, or claim that may be made by its manufacturer, is not guaranteed or endorsed by the publisher.
References
Cojocaru, A. M., Riposan, I., and Stan, y S. (2019). «Solidification influence in the control of inoculation effects in ductile cast irons by thermal analysis. J. Therm. Analysis Calorim. 138, 2131–2143. doi:10.1007/s10973-019-08808-2
de la Torre, U., Regardosa, A., Lacaze, J., Aguado, E., and Sertucha, J. (2023). Metastable versus stable solidification of silicon cast irons, effects of magnesium and tellurium. Materialia 27, 101665. doi:10.1016/j.mtla.2022.101665
García, L. N., Magnabosco, R., Boeri, R. E., Tolley, A. J., and Saavedra, y M. E. (2020). «Formation of Cu-rich Nanoprecipitates in Cu containing pearlitic SGI. Int. J. Metalcasting. doi:10.1007/s40962-020-00543-x
Italterm (2024). Carbomax delta italtherm termal analysis. s.f. Available online at: https://en.italterm.com/produtos/carbomax-delta-analise-termica.
Li, Y., and Wang, y Q. (2004). «Intelligent evaluation of melt iron quality by pattern recognition of thermal analysis cooling curves. J. Mater. Process. Technol. 161, 430–434. doi:10.1016/j.jmatprotec.2004.07.078
Machado Gonzáles, H., Pérez Espitia, P., and Ricardo Aristizábal Sierra, y (2017). Fading and graphite nucleation sites in grey iron inoculated using silicon carbide. Rev. Mater. 22 (02). doi:10.1590/s1517-707620170002.0152
Mohd, N. B., Khan, D. M. A., and Singh, y K. K. (2020). «Speed of recalescence as a measure of graphite nucleation in spheroidal graphite cast iron casting. Int. Jourrnal Metalcasting. doi:10.1007/s40962-020-00491-6
Olawale, J. O., Ibitoye, S. A., and Oluwasegun, y K. M. (2016). «Processing techniques and productions of ductile iron: a review. Int. J. Sci. and Eng. Res. 7 (9), 397–423.
Prijanovic, T., Mrvar, P., Petric, M., Burja, J., and Donik, y C. (2023). Dissolution of Ba-contaning inoculant in ductile cast iron melt and nucleation of graphite. Int. J. Metalcasting.
Sillén, R. (2008). Finding the true eutectic point-an essential task for efficient procces control of Ductile Iron. Keith millis symposium on ductile cast iron, 100–104.
Stefanescu, D. M. (2015). «Thermal Analysis-Theory and aplications in metal casting. Int. J. Metalcasting 9, 7–21. doi:10.1007/BF03355598
Stefanescu, D. M., Suarez, R., and Kim, y S. B. (2020). 90 years of thermal analysis as a control tool in the melting of cast iron. China Foundry 17 (2), 69–84. doi:10.1007/s41230-020-0039-x
Keywords: thermal analysis, cooling curve, ductile iron, nodularity, nucleation, recalescence
Citation: Quilumba R, Proaño P and Sotomayor O (2025) Thermal analysis as a control tool for ductile iron production. Front. Met. Alloy. 4:1576402. doi: 10.3389/ftmal.2025.1576402
Received: 13 February 2025; Accepted: 10 April 2025;
Published: 28 April 2025.
Edited by:
Dezso, László Beke, University of Debrecen, HungaryReviewed by:
Hua Men, Brunel University London, United KingdomArijit Lodh, Cranfield University, United Kingdom
Copyright © 2025 Quilumba, Proaño and Sotomayor. This is an open-access article distributed under the terms of the Creative Commons Attribution License (CC BY). The use, distribution or reproduction in other forums is permitted, provided the original author(s) and the copyright owner(s) are credited and that the original publication in this journal is cited, in accordance with accepted academic practice. No use, distribution or reproduction is permitted which does not comply with these terms.
*Correspondence: Oscar Sotomayor, b3NjYXIuc290b21heW9yQGVwbi5lZHUuZWM=