 Charles Sarala Rubi1
Charles Sarala Rubi1 Jayavelu Udaya Prakash2Sunder Jebarose Juliyana2
Jayavelu Udaya Prakash2Sunder Jebarose Juliyana2 Robert Čep3
Robert Čep3 Sachin Salunkhe4,5*Karel Kouril6Sharad Ramdas Gawade7
Sachin Salunkhe4,5*Karel Kouril6Sharad Ramdas Gawade7- 1Department of Physics, Vel Tech Rangarajan Dr. Sagunthala R&D Institute of Science and Technology, Chennai, India
- 2Department of Mechanical Engineering, Vel Tech Rangarajan Dr. Sagunthala R&D Institute of Science and Technology, Chennai, India
- 3Department of Machining, Assembly and Engineering Metrology, Faculty of Mechanical Engineering, VSB—Technical University of Ostrava, Ostrava, Czechia
- 4Department of Biosciences, Saveetha School of Engineering, Saveetha Institute of Medical and Technical Sciences, Chennai, India
- 5Department of Mechanical Engineering, Gazi University, Ankara, Turkey
- 6Faculty of Mechanical Engineering, Institute of Manufacturing Technology, Brno University of Technology, Brno, Czechia
- 7Sharadchandra Pawar College of Engineering and Technology, Baramati, India
A highly advanced thermo-electric machining technique called wire electrical discharge machining (WEDM) can effectively produce parts with varying hardness or complicated designs that have sharp edges and are very difficult to machine using standard machining procedures. This useful technology for the WEDM operation depends on the typical EDM sparking phenomena and makes use of the commonly used non-contact material removal approach. Since its inception, WEDM has developed from a simple approach for creating tools and grown to an outstanding option for creating micro-scale components having the greatest degree of dimensional precision and surface finish characteristics. The WEDM method has endured over time as an efficient and affordable machining alternative that can meet the stringent operating specifications enforced by rapid manufacturing cycles and increasing expense demands. The possibility of wire damage and bent, nevertheless, has severely hindered the process’ maximum potential and decreased the precision as well as effectiveness of the WEDM process. The article examines the wide range of investigations that have been done; from the WEDM through the EDM process’ spin-offs. It describes WEDM investigation that required variables optimization and an assessment of the many influences on machining efficiency and accuracy. Additionally, the research emphasizes adaptive monitoring and control of the process while examining the viability of multiple approaches to control for achieving the ideal machining parameters. Numerous industrial WEDM applications are described with the advancement of hybrid machining techniques. The paper’s conclusion examines these advancements and identifies potential directions for subsequent WEDM research. The investigation on WEDM of metal matrix composites (MMCs) is also reviewed; along with the impacts of various cutting variables like wire feed rate (F), voltage (V), wire tension (WT), and dielectric flow rate on cutting processes outcomes like material removal rate (MRR), kerf width (Kw) and surface roughness (SR). In the present article, future directions for WEDM research were also suggested.
1 Introduction
In the mid of the 1960s, WEDM was first introduced to the industrial sector. The process was created as a result of research into techniques for replacing the machined electrode used in EDM. In order to autonomously regulate the physical form of the component that would be machined using the WEDM procedure, D.H. Dulebohn implemented the optical-line follower system in 1974 (Jameson, 2001). As the industry developed a better understanding of the procedure and its possibilities by 1975, the procedure’s popularity increased quickly (Benedict, 1987). The implementation of the computer numerical control (CNC) system into WEDM at the tail end of the 1970s was the only factor that significantly advanced the process of machining. Because of the wire that needs to pass through the component to be machined, the WEDM process’s considerable capabilities were therefore heavily utilized. WEDM is frequently used to create prototypes, aircraft and medical accessories, stamping and extrusion tools and dies, fixtures and gauges, and grinding wheel form tools.
An enormous amount of energy is expended in mechanical-based chip removal operations to remove undesired chips that must be disposed (Jebarose Juliyana and Udaya Prakash, 2022). However, the substantial amount of cutting energy results in undesirable heat, which may result in issues with SR, surface cracking, and deformation (Naeim et al., 2023). Additionally, residual tensions and burrs may be created throughout the process of machining, which would primarily call for additional post-processing operations (Malakizadi et al., 2022). It is important to note that typical machining techniques like turning, drilling, shaping process, and milling are challenging to use when machining superalloy materials with excellent strength and resistance to wear (Goiogana and Elkaseer, 2019). Due to this constraint, un-conventional machining methods have emerged that have the ability to produce components with intricate characteristics in superalloy materials, in addition to their excellent mechanical and thermal characteristics (Pramanik, 2014).
Un-conventional machining methods for production can be characterized as a collection of procedures that eliminate excess material using a variety of methods based on mechanical energy, thermal energy, electrical energy, chemical energy, or even a combination of these energies without the use of cutting tools with sharp edges to remove chips, as is the case in conventional mechanical manufacturing techniques. In order to fulfill the needs of the final products to be manufactured, a number of unconventional machining techniques have been created (Alting and Boothroyd, 2020). Practically, in comparison with traditional machining methods, unconventional machining techniques are typically linked to low productivity and high effective consumption of energy (Madic and Radovanovic, 2015; La Monaca et al., 2021). However, unconventional machining can result in the creation of accurate characteristics with a high precision and SR when the proper machining conditions are strictly followed (Farooq et al., 2020). Additionally, some procedures, such as EDM, have demonstrated the ability to create intricate characteristics with an excellent precision and an appropriate productivity (Thomas and Gilbert, 2015).
Manufacturing devices with complex forms and profiles uses the commonly developed unconventional material removal technique known as WEDM. It is thought of as a unique version of the conventional EDM technique, which initiates the sparking operation using a metal electrode. In order to attain the smallest corner radii, WEDM uses a continuous moving wire electrode made of copper, brass, or tungsten (W) that has a diameter of 0.05–0.3 mm. The possibility of producing inaccurate parts is reduced by using an automated adjusting system to maintain the WT. The mechanical tensions associated with machining are removed throughout the WEDM operation because the material is machined ahead of the wire and there is no physical contact between the component being machined and the wire. The WEDM technology also eliminates the dimensional shifts that happen during the machining of heat-treated steels and can work with high strength and temperature resistance (HSTR) materials. The schematic representation of Wire EDM process is shown in Figure 1.
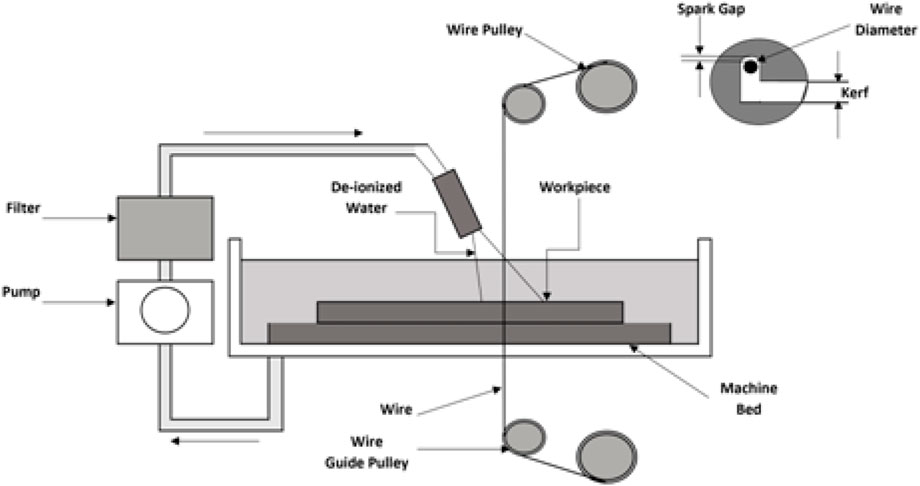
FIGURE 1. Schematic representation of Wire EDM Process.
WEDM is one of the most often utilized unconventional machining techniques because of its lower cost, higher dimensional accuracy, and greater surface polish. It is a non-contact type non-traditional machining process. Consequently, there are no mechanical stresses placed on the specimen or the tool. Inconel, Ti, as well as other high strength, temperature-resistant nickel-based alloys are a few examples of materials that are highly tough and challenging to manufacture using traditional cutting techniques. These materials are often utilized in the aircraft, submarine, nuclear power, and rocket sectors. For cutting of such materials, the EDM method was therefore recognized as a potential technology (Ho et al., 2004; Jahan et al., 2011; Maity and Mishra, 2016). It is an electro-thermal machining technique when heat is produced by an electrical spark across the tool and the specimen. Removal of materials happens as a result of the material melting and vaporizing (Soni, 1994; Yadav et al., 2002).
Micro-EDM and EDM operate on very similar principles. With a tool that is considerably smaller than normal and discharge energy that is at a micro scale. A tiny gap exists between the tool and the specimen during EDM. When a DC voltage applies across them, a strong electric field is created in the space. The impurities in the dielectric fluid are drawn to this electric field and concentrate where it is highest. As the field voltage rises, these contaminants create a highly conducting bridge over the gap. When heated, some of the particles in the conducting bridge spanning the space create a flash path between the tool and the specimen. As temperature and pressure in the channel increase at this stage, a little amount of material melted and evaporates from the tool’s surface and the specimen at the point of lightning contact (Muthuramalingam and Mohan, 2015). Following sparking, the dielectric medium is used to wash out any debris particles that have accumulated on the machining surface. One of the main difficulties in the EDM process is cleaning the electrode gap of debris. When metal melts, debris that results from this accumulation builds up in the gap, and the process is poorly flushed, it becomes unstable and negatively impacts the MRR and SR (Liao et al., 2013).
It is essential to enhance the electric process in order to improve the effectiveness of the method since the amount of thermal energy generated is proportional to the input electrical power. Different flushing approaches, dielectric alterations, the use of magnetic fields, different types of dielectrics, electrode coating, etc. are just a few of the methods researchers have devised to increase process efficiency. However, the use of these strategies is constrained by the uncertainty of the EDM mechanism. One technique used to enhance flushing during the EDM process is vibration of the tool or specimen. Clean dielectric is drawn into the gap as the tool or workpiece goes either upward or downward, and the debris is driven out of the cutting gap when those movements occur.
This manuscript summarizes the most recent research on WEDM that have presented their findings. In the past, wire EDM has been effectively used on materials such as metals, alloys and composite materials (Lok and Lee, 1997; Ming et al., 2020). For higher machining rates and better SR in WEDM, several electrode/wire materials, including brass, copper, and composite wires (Kruth et al., 2004a; Kapoor et al., 2012; Chen et al., 2022), were studied in the past. Likewise, efforts to optimize process variables are given in order to minimize tool wear and enhance the SR. The efficiency of the wire-EDM process still has to be improved due to the slow rate of material cutting, inability to produce clean corners, high expenses, and lack of enormous scale manufacturing capacity (Jain et al., 2021).
Additionally, by using environmental friendly di-electric substances like purified water, it also satisfies a green approach. Further enhancing dimensional precision and machining efficiency is the fact that the wire’s continuous movement has no uneven effects on the surface being machined (Annebushan et al., 2020). However, for lower MRR, the surface quality is significantly higher. Above a speed of 2.65 mm/min, the cutting speed (CS) also proportionately reduces the SR, with severe degradation (VishalSharma et al., 2023). Tool wear occurs when strong composites are processed using traditional methods (Ishfaq et al., 2020). Often the machine settings provided by the manufacturer don't meet the requirements or give the manufacturing engineers the right direction. A correct choice of WEDM process variables is therefore necessary, for this reason only many optimization techniques were applied to find the optimum process parameters (Ho and Newman, 2003; Udaya Prakash et al., 2021a).
In the present study, a comprehensive review on the effect of various wire EDM process parameters for obtaining larger MRR, minimum SR, Kw, and wire wear were studied along with the various optimization methods used. This article will be useful to the budding researchers to know about the various wire EDM process parameters, different wire electrode materials and their impact on the responses. The paper focuses on the key WEDM studies, which include process optimization and monitoring and control for WEDM. The paper’s conclusion examines these subjects and makes recommendations for the direction of future WEDM research.
2 Literature survey
Titanium (Ti) and its alloys are difficult to process and uneconomical while utilized in conventional machining techniques due to its reactivity with chemicals as well as low thermal conductivity (Hong et al., 1993). In many sectors, WEDM is utilized to machine with exceptional accuracy and provide an outstanding surface finish, is frequently used to deal with these hard materials. WEDM is a powerful machining technique that uses thermo-electric energy for material removal during cutting (Jebarose Juliyana et al., 2022a).
Ti-6Al-4V was chosen as the specimen by (Klocke et al., 2011), and a brass wire as the electrode. The SR was predicted and modeled using a two-level factorial approach. The process variables were V, pulse-on time (Ton), dielectric fluid pressure (P), and pulse-off time (Toff). The findings demonstrated that with shorter Ton duration and at less P, a superior surface finish could be achieved. This specimen was examined as a potential specimen by (Alis et al., 2012). A titanium alloy was machined using brass wire and a steady 4A current. The WT, S, and discharge current were chosen as the machining variables. Based on their investigations, they concluded that raising the current produced a higher MRR and that raising the WT produced a surface with a smooth finish. Additionally, it was noticed that as WT increased, the vibrations of the wire decreased. A Ti-6Al-4V alloy was machined using WEDM technique by (Gupta et al., 2019) with constant 6 A current and variable machining speeds between 2 and 6 mm/min. The process variables included the pulse duration, wire speed, servo voltage (SV), WT and F. The output response is the MRR and SR. The SV is of 60 V, the WT of 1.4 kg, the S of 8 m/min, and the F of 4 mm/min produced the most favorable results. At a lower machining F and a greater WT, the surface condition was satisfactory. It was discovered that some process variables, such as wire speed and pulse duration, had lower MRR.
(Singh et al., 2018) formulated an ANFIS model for Wire-EDM of ballistic grade aluminium alloy with process parameters such as pulse on time (Ton), pulse off time (Toff), peak current (Ip), and servo voltage (SV). Material removal rate (MRR) is employed as process performance evaluator. The values predicted by the developed model are found closer to experimental outcome and thus ensures the model suitability for prediction purpose and intelligent manufacturing.
Wire EDM was implemented by (Hou et al., 2022) to investigate the surface features of Ni-Ti shape memory alloy, including surface damage, shape recovery ability, and hardness. According to the researchers, the roughness dropped from 2.79 µm to 0.12 µm. The Taguchi approach was applied by (Mathew Paulson et al., 2022) examined titanium to attain the largest MRR and the least amount of SR. The two features of the output mentioned above are directly influenced by the peak current (Ip) rise, and the Toff shows a similar trend. The grey relational analysis reported the ideal peak current of 3A, and the obtained Ton and Toff times were 30 µs and 9 µs, respectively. Brass and coated electrodes of 3 different diameters were used in (Kupper et al., 2021) comparable assessment of steel wire-EDM at various heights.
Al6061 with MoS2 was machined by (Rani et al., 2017) using the WEDM method, and it was found that the F and Toff greatly affected the SR, while the peak current and Ton had an impact on the MRR. In WEDM machines (Saif and Tiwari, 2021), studied the machining capabilities of AA6061 and AA5083. In relation to Ton, Toff, and peak current, SR and MRR are examined and demonstrated. Ton has a significant impact on SR and MRR, and AA5083 has superior MRR and SR than AA6061. The output parameters such as MRR, surface finish, and overcut were explored in similar machinability tests on AMCs. Since it determines the geometric precision of components with complex shapes and sizes, the overcut is the most crucial variable for numerous uses. Recent advances in material development necessitate improvements to the machining process and optimum parameters, because each machining method has drawbacks and performance requirements, choosing the right production process for any product is a difficult task (Ghaleb et al., 2020; Ozcalici and Bumin, 2020; Sadhana et al., 2020; Basak et al., 2021).
MRR, surface roughness, and kerf are the three vital output parameters that need to be controlled by selecting the best input parameters when performing WEDM. The surface quality improves the materials’ fatigue strength, resistance to corrosion, and fracture toughness, and it also decreases friction, as can be seen in (Udaya Prakash et al., 2018a). A high GRG value will enhance productivity. The SR becomes worse when the pulse period increases, while the SR declines with a hike in the discharge current or load current factor and flushing pressure. With a higher current, Ton, and GV, the surface roughness of composites rises (Udaya Prakash et al., 2018b). The kerf, or cutting width, determines the dimensional stability of the final parts. The kerf increases with the peak current and decreases with the tool travel speed and pulse on time when cutting hybrid composites.
For relating the major process variables of WEDM with rough cut proceeded by trimming cut using RSM (Puri and Bhattacharyya, 2005), created mathematical models of the white layer. The investigation used a second order spinning central composite design with four different parameters, including Ton in rough cutting, Ton in trim cutting, offset, and CS with 5 levels (Iqbal and Khan, 2010). employed the response surface approach to investigate the connectivity and varying interactions among the metrics of performance used in EDM milling, such as MRR and SR. ANOVA is used to identify statistically significant coefficients for the coefficients of the model of the variables. To illustrate the quantitative impact on the process outputs of WEDM, such as MRR, SR, and kerf (Saurav and Sankar, 2010), developed quadratic mathematical representations. With many possible combinations of variable applications the RSM is used for predicting process responses. The predicted data is employed to compute the best set of variables for attaining the highest MRR, dimensional precision and the minimum SR. Using RSM (Kumar et al., 2012), examined WEDM of pure Ti by simulating the responses such as SR, machining rate, dimensional precision, and wire wear ratio. The Box-behnken design was used to conduct the experiments, which involved modifying variables like Ton, Toff, GV, I, WT and F. The responses were then optimized using desirability approach, and the validity of the model was confirmed by ANOVA. RSM was used by (Shah et al., 2013) to optimize the process variables in WEDM of Inconel-600.Taguchi’s robust design suggests an experimental strategy, and Taguchi’s Mixed L18 OA has been used for the experiments. The response was optimized in regard to MRR by taking into account the input variables such as Ton, Toff, I, and wire feed rate. The impact of the machining variables on the output of WEDM is studied using ANOVA, and a RSM has been created for studying MRR.
(Choudhary et al., 2018) investigated the machining performance of Al6061/14% fly-ash composite about the influence of pulse current, Ton, applied voltage, and duty factor in the EDM process. MRR of the specimen increases as the current, duty cycle, and Ton increase. Tool electrode shift decreases with an increase in voltage from copper to brass. Also, with an increment of current and Ton, TWR increases. As the duty cycle, Ton increases, the SR increases. Moreover, SR initially decreases with the current but then increases. Due to the carbon layer deposition, the copper electrode TWR is not significant. However, it is important due to carbon layer unavailability present on the brass electrode. 0.1996 g/min of maximum MRR was observed in the tool electrode of brass at 150 μs Ton, and a current of 16 A, owing to its higher current gap, dissipates heat energy at the workpiece. At a GC of 16 A and Ton of 150 μs in the electrode of the brass tool, the maximum TWR was 0.0770 g/min because of the soft material of brass and the release of energy (Maniyara and Ingole, 2018). studied the EDM parameters in multi-response optimization for the aluminium hybrid composites based on the grey relation approach in which the mixed equal wt% of silicon carbide and graphite had the most significant compared to other process parameters, and current of 4 amps, SiC- Gr of 15 wt%, and Ton of 500 μs were identified as the optimal parametric conditions (Yan et al., 2000). analyzed the machining characteristics of Al2O3/6061 Al composites during rotary EDM. The higher MRR is reached with the dislike electrode, although the TWR is higher, and MRR is affected mainly by the polarity of EDM.
(Muniappan et al., 2018; Muniappan et al., 2019) investigated the cutting speed parameters on WEDM by multi-objective optimization on SiC and graphite-reinforced Al6061 hybrid composite using Taguchi’s method. The stir casting was selected as the fabrication method in their work due to its good wettability characteristics, uniformity in the dispersion of reinforcement materials by stirring action, high processing temperature and low cost compared to other methods like powder metallurgy and spark plasma sintering (Umasankar et al., 2014; Juliyana et al., 2022; Udaya Prakash et al., 2023a; Udaya Prakash et al., 2023b; Narendranath and Udaya Prakash, 2023).
(Sivaprakasam et al., 2022a; Sivaprakasam et al., 2022b) examined at how responses like MRR and SR during WEDM of HSLA were affected by variables including Ton, Toff, SV, I, and WT. To optimize the process variables, a mathematical model using RSM and the central composite rotatable design (CCRD) is developed (Lakshmanan and Kumar, 2013). carried out WEDM on EN 31 tool steel in order to compare the machining variables with the outputs. The process’s performances were modeled using a response surface approach, and the accuracy of the model was checked using ANOVA (Majhi et al., 2013). hybrid optimization technique was proposed for determining the best process variables, such as Ton, Toff, and pulse current, in order to maximize MRR while minimizing tool wear rate and SR. The findings of the designed experiments are used in the GRA. Based on the outcomes of optimization, the RSM displayed the impact of the process parameters on the responses.
According to Malik Shadab et al., the existence of reinforcements makes them challenging to machine to meet industrial standards. Consequently, in order to increase output performance in terms of product quality, the machining process parameters must be optimized. Several factors, including Ton, Toff, induced current, and WF, have an impact on the overall performance of the wire electrical discharge machining (WEDM) process. One of the unconventional machining techniques is WEDM. Using Minitab-17’s linear regression analysis, a relationship was formed between the process parameters and the output responses. The Taguchi L25 orthogonal array was required for the experiments that were conducted. The material removal rate, cutting speed, and surface roughness were all taken into account when machining composite materials; the kerf was not included in the study (Shadab et al., 2019).
Only single output problems can be resolved using the Taguchi approach. Multi response optimization is a fascinating optimization approach that seeks for the most suitable response to any problem or activity by simultaneously considering into account a number of responses. GRA reduces multi-response systems to single-variable problems and then finds effective solutions. Determined, insufficient, or unclear data problems can be resolved using Deng’s proposed Grey theory (Glad and Etienne, 2003), which can also be used to investigate the correlation between process factors and findings (Sarala Rubi et al., 2022a).
3 Wire EDM parameters
Based on the responses such as MRR, kerf width, SR, etc., the WEDM’s performance is analyzed. The input process variables such as Ton, Toff, V, F, etc. have a significant impact on these responses. The cause and effect diagram (Fish Bone diagram) for several performance measurements in the WEDM approach is shown in Figure 2 (Vijayabhaskar et al., 2018).
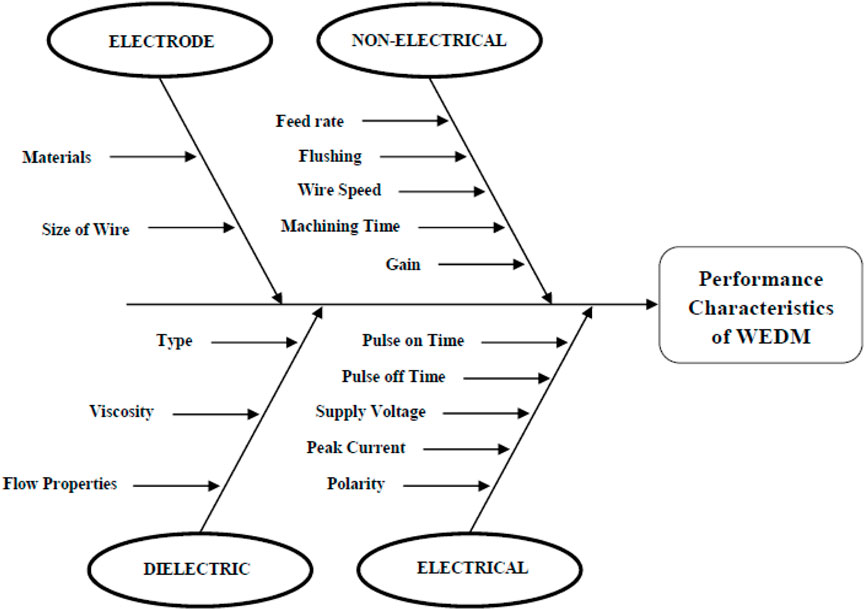
FIGURE 2. Cause and Effect diagram for WEDM Process.
3.1 Pulse on time and pulse off time
Throughout the cutting process, electric discharge machining must start and halt periodically. When the pulse is turned on, a “V” is transmitted to the region among the specimen and the wire, but when it is turned off, no voltage is applied. As a result, electric discharge is only observed during the ON time. It would be feasible to choose a high value of ON time in order to have a discharge that lasts for a long time, but performing so could result in a short circuit and wire breaking. The OFF time needs to be entered as shown in Figure 3 to avoid this problem (Mouralova et al., 2019).
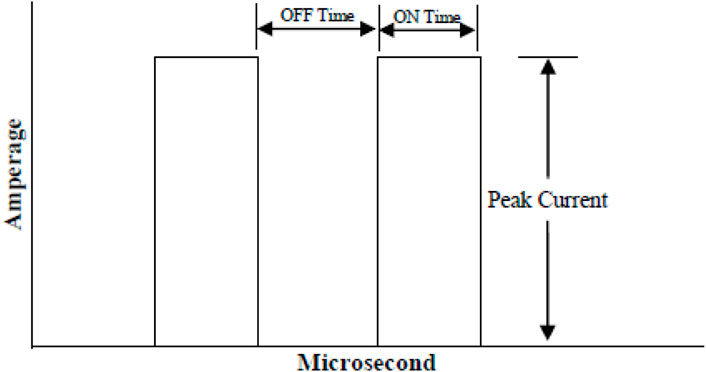
FIGURE 3. Pulse on time and pulse off time.
3.2 I and GV
“I” is one of the most important machining parameters in WEDM. It measures in amps and represents the power consumed by WEDM. The peak current is reached when the current surpasses the specified threshold for each pulse on-time. The maximum current in wire-EDM and die sinking procedures is determined by the cut’s surface area. Roughing operations and the features with vast surfaces demand a higher current. The input voltage to be applied to the gap is specified by the GV or open circuit voltage. These variables are typically not independent of one another. In simpler terms, the “I” automatically increase as the GV does. Both of these variables exhibit cutting voltage on certain WEDM equipment (Udaya Prakash et al., 2023c).
3.3 SV and SF
The wire’s expansions and retractions are controlled by variable servo voltage (SV). The average processing voltage varies during machining based on how well the specimen and electrode are being machined. SV supplied the reference voltage for regulating the wire’s forward and backward motion. The wire moves forward and retracts depending on whether the average cutting voltage is greater or lesser than the predetermined voltage level. As a result, the space among the specimen and the wire gets more depending on the value for SV. Higher SV values slow down the rate of machining while simultaneously reducing the quantity of electric sparks and regulating the electric discharge. The average gap gets narrower when SV is set to a lower value, which causes more electric sparks to occur. It can increase the rate of machining, but the machining parameters at the gap could change, leading to wire failure. The table’s feed rate while machining is also regulated by the servo feed rate (SF). The WEDM equipment typically chooses this variable based on the SV automatically, however this variable may be set directly. In this situation, the cutting table runs at a fixed rate regardless of the SV (Gupta et al., 2021).
3.4 Dielectric flow rate
Although electro discharge can happen in the atmosphere, it is unstable and unsuitable for rough cut machining. Dielectric fluid is necessary for steady electric discharge. Electric discharge machining can be regulated inside the dielectric fluid with effective chip removal and cooling. In wire EDM, de-ionized water is commonly used as a dielectric due to its low impact on the environment. For instance, because Ti alloy has a low thermal conductivity, it is extremely important to employ a high flushing pressure during rough machining to prevent wire breakage from the short circuit occurrence (Raju et al., 2022).
3.5 S or F
The crucial measure in WEDM that displays the S is wire speed. Though lower S can result in failure of wire at high machining speeds, increasing S also increases wire consumption and, as a result, machining costs (Kumar et al., 2021).
3.6 Wire tension
The element that controls wire tension in WEDM is WT. If the WT is sufficiently high, the wire remains straight; otherwise the wire drags, as seen in Figure 4.
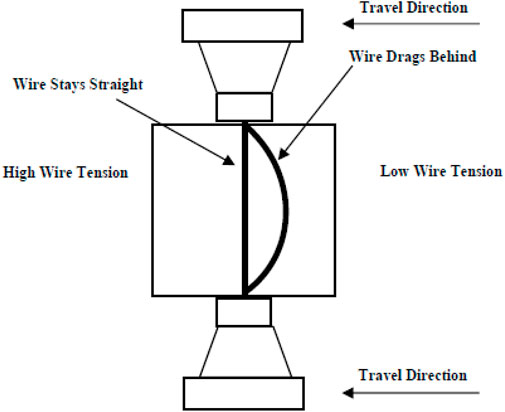
FIGURE 4. Wire drag and Wire Tension.
3.7 Wire type
When WEDM was initially developed, the key issue was the wire substance, which should have many characteristics. A wire with a high conduction is desirable because it can transport larger amounts of electricity, resulting in a “hotter” spark and more rapid cutting. Tensile strength (TS) is a measurement of a wire’s ability to cope with stress placed on it during machining in order to produce a vertically straight cut. Elongation is a term used to indicate how far a wire undergoes plastic deformation before breaking. By increasing the wire electrode’s melting point, we are able to render it less probable that it will melt prematurely from electrical sparks. Straightness could play a role in the wire remain straight. Better flushability means the wire will cut more quickly and there will be less possibility of wire breakage (Kern, 2007).
3.8 Dielectric type
The choice of dielectric is more crucial. The hardness and chemical make-up of the specimen are affected by the recast layer because various dielectric materials cool at different speeds and have distinct chemical composition. Numerous studies have examined into how various kinds of dielectric affect the effectiveness of WEDM. Researchers have recently looked into how well the WEDM technique performs when employing powder mixed dielectric (Chaudhari et al., 2024).
3.9 Flushing technique
Due to the geometrical variations of WEDM, the type of flushing that is used is a crucial process variable. In WEDM, the dielectric not only cleans the gap of debris but also affects how well the process works. Pressure flushing, jet flushing, and suction flushing are just a few of the different types of flushing methods employed in WEDM. To have higher machining efficiency, choosing the right flushing technique is essential (Singh et al., 2023).
4 Different wire materials
4.1 Copper
Copper was the initially developed substance used in wire EDM. Although it has an outstanding conductivity rating, its potential was severely constrained by its high M.P, and low vapor pressure value.
4.2 Brass
Copper and zinc are combined to create brass EDM wire, which is commonly alloyed with 63%–65% Cu and 35%–37% Zn. The relative conductivity losses are more than made up for by the inclusion of zinc, which also has a low M.P and a greater vapor pressure. Brass is rapidly moving to the very forefront of the list of electrode materials used for general-purpose WEDM (Ceritbinmez et al., 2023).
4.3 Coated wires
The creation of coated wires, also known as plated or “stratified” wire, was the natural next step because brass wires cannot be economically manufactured with a larger percentage of zinc. For conductivity and tensile strength, they normally feature a brass or Cu core. For improved spark generation and flush properties, they are electroplated with a coating of pure or diffused Zn. Coated wires are currently available in an extensive range to meet varied machine needs. Currently, coated wires offer the best performance characteristics but are costlier than brass.
(Antar et al., 2011) provided the specimen productivity and integrity when WEDM titanium alloy and Ni based super alloy, it was possible to increase efficiency by about 40% for Ti alloy and about 70% for Ni based super alloy. Better outcomes were obtained when employing coated wire for both roughing and trimming operations with regard to recast layer thickness. Actually, it has been possible to make Ti alloy that is approximately 40% thinner and Ni-based super alloy that is about 25% thinner with coated wire machining.
In another investigation (Poros and Zaborski, 2009), observed that a raise in discharge duration can considerably impact machining speed and MRR by 62% for electrodes made of brass wire and by 138% for electrodes made of zinc-coated brass wire. When there is a pulse, the zinc overheats and evaporates. By acting as a heat sink, evaporation lowers the temperature of the wire, enhancing the efficiency of the WEDM process. Consequently, as more powerful heat fluxes are enabled, the cutting speed rise up to 50% (Prohaszka et al., 1997).The coating evaporation also widens the gap and leads to greater debris removal, which could decrease the SR and the sparking gap (Dauw and Albert, 1992).
However, the sparking gap and SR also degrade due to the zinc-coated wire’s faster cutting speed. Composite wires have replaced zinc-coated wire as the preferred wire for specimens. The Composite wires contain a core made of plain carbon steel that is encased in a layer of pure copper and finished with zinc-enriched brass on the outside. Still, copper-clad steel wires function better for large work pieces (Kapoor et al., 2010). Furthermore, Kruth et al. (Kruth et al., 2004b) observed that composite wires with a high tensile core can greatly improve accuracy, particularly in edge cutting. Diffusion annealed wires outperform ordinary wires significantly in terms of resistance to wire breakage.
4.4 Fine wires
The typical range for wire sizes is 0.006–0.0012 inches. Wire diameters between 0.001 and 0.004 inches are required for high precision operations on wire EDM machines with small inner radii (Ghodsiyeh et al., 2013). Due to their poor load bearing capacity, coated and brass wires are unattainable, so Mo and tungsten wires are utilized instead. They are not recommended for particularly thick work, however, have a tendency to cut slowly due to their low conductivity, high M.P, and low vapor pressure ratings. Only a couple of scientific studies have dealt with cutting by WEDM employing wires smaller than 50 µm in diameter. The wires are made of brass-coated steel wire and tungsten, a metal with a high M.P and T.S. The common thickness of ultra-thin wires is 20, 25, 30, and 50 µm. With wire-EDM, these wires can be used to create small components (Klocke et al., 2004; Ilić et al., 2020). The commonly used wire material is depicted in Table 1.
TABLE 1. Commonly used Wire Material in WEDM.
5 Different responses
5.1 MRR and cutting speed
Various strategies to accelerate the MRR and cutting speed have been investigated in many investigations. Stopwatch was used to record the machining time, and Eq. 1 is used to calculate the MRR (Zhang et al., 2019; Zhang et al., 2020).
Where, L is the cutting length, H is the work piece thickness, and t stands for the machining time (Chen et al., 2022).
(Rajurkar and Wang, 1993) used an experimental investigation to analyze the wire breakage mechanisms. It has been found that a reduction in Toff causes an initial increase in the MRR in WEDM. However, the gap becomes unpredictable at a very small Toff, which lowers the machining rate. According to (Singh and Garg, 2009) analysis of the impact of machining variables on MRR in WEDM, MRR increases with increases in Ton and “I” but decreases with increases in Toff and SV. These findings coincide with those made accessible by (Yu et al., 2011). According to Poro’s and Zaborski’s investigation into the impacts of wire and specimen on WEDM efficiency, WEDM performance would decrease as specific heat capacity of machined materials increase.
In another investigation, an effort was made to identify the essential machining variables for WEDM efficiency metrics such as MRR, SR, and kerf width. In order to maximize MRR during rough cutting operations, it has been observed that variables including discharge current, pulse duration, and dielectric flow rate, as well as their interactions, play a major role. The influence of work piece thickness on the MRR was studied by (Shah et al., 2011). It has been predicted that this variable would be substantial, however their research indicates that specimen thickness is not an influencing factor for MRR. The several possible effects on the WEDM performance indicators were divided into five main groups by (Konda and RajurkarBishuGuhaParson, 1999). According to the idea, increasing the peak current can make each discharge more energetic and result in craters that are broader and deeper and have a higher MRR. Additionally, extending the period of each discharge may improve the rate of MRR by increasing Ton.
Numerous studies support these hypotheses, such as the one provided by (Tosun et al., 2004) which examined the optimization of machining variables and their impact on the kerf and MRR. ANOVA was used in this study to evaluate the influence of the machining variables on the MRR. S and dielectric cleansing pressure were shown to be less effective, however open circuit voltage and pulse duration were found to be extremely effective characteristics. This study found that the second ranking element was around six times less significant than open circuit voltage for regulating the MRR.
5.2 Surface roughness
Numerous studies have attempted to reduce SR in various ways. According to the hypothesis, cutting speed and SR have an inverse connection, and SR is greatly influenced by the Ton and peak current. According to studies conducted by (Sarkar et al., 2008), SR diminishes as cutting speed rises. According to multiple studies, the most important factor influencing SR is the Ton. The “double sparking” effect causes the SR to rise as the pulse on time does. Therefore, as the Ton grows, double sparking and localized sparking occur more frequently. A poor surface quality is produced by double sparking. These findings coincide with those provided by (Udaya Prakash et al., 2020).
5.3 Kerf width and spark gap
The quantity of material lost during machining is measured by kw. The internal corner radius of the product and the finishing part’s dimensional correctness can be determined by it, however WEDM processes are also constrained by this factor (Parashar et al., 2010).
SG value is often calculated using the Eq. 2.
There are various contradictory studies on the impact of dielectric flushing pressure, peak current, and Toff duration on kw.
(Swain et al., 2012) examined the impacts of WEDM variables on kw while cutting stainless steel, it was observed that the most important variables are Ton and dielectric flushing pressure, while gap voltage, Toff, and wire feed had less of an impact. Tosun et al. (2004) used ANOVA to present their analysis into the influence of machining variables on kw. S and dielectric cleansing pressure were shown to be less impact, however open circuit voltage and pulse duration were found to be highly efficient characteristics (Puri and Bhattacharyya, 2003). also investigated the kw and discovered that only GV affects kw significantly, while Ton and Toff have little to no impact.
5.4 Wire wear ratio
Researchers have explored many methods to reduce the WWR. Because this component has the potential to significantly reduce the phenomenon of wire rupture.
The WWR is often calculated using the Eq. 3.
Where, WWL is the weight loss of wire after machining and IWW is the initial wire weight. In order to determine how various WEDM conditions will affect wire lag during the rough cut and trim cut processes (Kuriakose and Shunmugam, 2004), explored into this. During rough cutting, it emerged that Ton, Toff, and I; and during trim cutting, V, WT, and SV; are the most influencing variables.
5.5 Wire lag and wire EDM inaccuracy
Whenever intricate shapes with exact specifications must be created, WEDM is highly helpful. Geometrical errors are wholly unacceptable in this situation. Due to the potential for geometrical imperfection induced by these phenomena, some studies attempted to reduce wire lag. However, there is still little of knowledge regarding this fact. The accuracy of contour cutting using WEDM can be improved with more investigation into wire lag.
(Newton et al., 2009) investigated the effects of different parameters on surface characteristics of Ti6Al4V. It is observed that more uniform surface characteristics are obtained with coated wire electrode. Furthermore it was found that pulse off time is the most sensitive parameter that influences the formation of layer consisting of mixture of oxides. With a lower value of pulse off time, a considerable reduction in the formation of oxides can be obtained.
(Ramakrishnan and Karunamoorthy, 2006) have studied the effect of process parameters on the formation and characteristics of recast layer and in term of recast layer it was found that the peak discharge current and pulse on time to be the driving factors in determining average recast layer thickness and pulse off time and wire diameter did not display a significant effect on average recast layer thickness.
5.6 Surface integrity
SR, Recast layer thickness, and surface cracks should all be taken into account while trying to enhance the surface integrity of the WEDM approach. High MRR and high R values could go together with good grade of SR (Boccadoro and Dauw, 1995).
6 WEDM process monitoring and control
This section examines the cutting-edge monitoring and control systems employed in the WEDM process, such as the fuzzy, wire breakage, and self-tuning adaptive control systems.
6.1 Fuzzy control system
In recent years, the WEDM process has been optimized and made more effective by applying the fuzzy control system. According to a number of publications, the fuzzy control system employs an approach to maintain the desired machining operation that takes into account the expertise of the expert or the operator (Yan et al., 1999). Additionally, no complicated mathematical models are needed for the fuzzy logic controller to adapt to the unpredictable behavior of the WEDM method (Liao and Woo, 1998). In order to be applicable to a variety of machining options, many authors (Liao and Woo, 2000) presented the sparking frequency monitoring and adaptive control systems based on fuzzy logic control and the adjusting techniques. A fuzzy controller with an online pulse monitoring system for separating the discharge noise and differentiating the ignition time delay for every pulse was also developed by (Cogun, 1990). The classification of EDM pulses into open, spark, arc, off, and short pulses, which rely on the ignition delay time and directly affect the part’s MRR, SF, electrode wear, and accuracy (de Bruyn and Pekelharing, 1982; Kinoshita et al., 1982).
6.2 Wire inaccuracy adaptive control systems
One of the most unfavorable features of machining is the possibility of wire breakup during WEDM, which has a significant impact on cutting precision and efficiency as well as the quality of the item manufactured. There have been numerous attempts to create an adaptive control system that can identify any inappropriate machining conditions live and use a control strategy to keep the wire from breaking without compromising the various WEDM performance metrics.
6.3 Self-tuning adaptive control systems
WEDM research and development has been focusing on control systems that can adapt to changes in the power density needed to machine a specimen with varied thickness. Several authors (Tanimura et al., 1977; Kunieda et al., 1990; Shoda et al., 1992; Rajurkar et al., 1994) discovered that altering the workpiece thickness while machining causes the thermal density of the wire to rise and eventually cause the wire to break. According to the electronically identified workpiece height (Rajurkar et al., 1997; Yan et al., 2001), suggested adaptive control system with a multiple input model monitors and regulates the sparking frequency. When machining a work piece with adjustable height, Yan et al. (Snoeys et al., 1998) used fuzzy control logic to prevent wire breakage and neural networks to estimate the workpiece height.
In order to monitor and manage the WEDM process (Huang and Liao, 2000), presented a knowledge based system that consists of three modules: task preparation, process control, and operator support or fault diagnostics. The WEDM machine is thus granted a greater degree of flexibility because of the capacity of these modules. The significance of the operator support and defect diagnostics systems for the WEDM process has also been mentioned by (Dekeyser et al., 1988). A working model of an ANN based expert system was suggested for the WEDM’s routine upkeep and fault diagnosis. For forecasting and managing the thermal overload experienced on the wire (Prakash et al., 2021), created a thermal model coupled with an expert system. Although the approach increases machine autonomy, it necessitates a lot of calculation, which slows down processing and reduces the effectiveness of online control.
6.4 Design of experiments (Taguchi method)
Taguchi method used to design the experiments, by using the orthogonal array, to help researchers to have balanced experiments that consider the effect of process parameters with their levels on the process performance measures, i.e., using Taguchi method will help to collect all necessary data to understand which factors have the major effect on the product quality by using a minimum number of experiments (Stojanovic and Ivanović, 2014; Ananth et al., 2020). The ‘‘orthogonal array is represented by La (bc), where the subscript a represents the number of parameter combinations, b represents the number of control factor levels, and c represents the number of control factors. The control factors are the parameters that may influence the quality characteristics, i.e., performance measures’’ (Ugrasen et al., 2014b; Udaya Prakash et al., 2021b; Sarala Rubi et al., 2022b).
6.5 Artificial neural network
ANN is a technique developed to simulate the learning process of the human brain by creating an artificial representation of it. ANN uses mathematical modeling or computational model to create a group of interconnected artificial neurons to process the information ‘‘based on a connectionist approach to computation’’. ANN model consists of interconnecting neurons, which ‘‘may share some properties of biological neurons’’. ANN neurons networks represent an artificial model that simulates the biological nervous system. ANN structure consist of a group of neurons plays the role of simple processors. Together neurons work as a non-linear mapping system (Ozcelik et al., 2005). Each neuron weights each connection with the other neurons. The inputs from all preceding neurons calculated by using a specific formula to create net input for each neuron and the neuron will generate output which can be an input to the next neurons or it may represent the model output if this neuron is the output layer (Padhi and Satapathy, 2013). ANN architecture layers and number of neurons depends on the number of inputs and outputs of the model.
Artificial neural networks are used for solving a variety of problems, and they are inspired by the biological nervous system. ANNs are composed of neurons and like the biological nervous system they can learn; therefore they are trained to find solution to a problem (Zhang et al., 2002; Altug et al., 2015; Stalin et al., 2019; Stojanovic et al., 2022). The simplest ANN consists of input layer, hidden layer and output layer. Each layer has different number of neurons.
6.6 Genetic algorithm
The genetic algorithm (GA) method is based on genetics and natural selection. It is employed to find optimal or near-optimal solutions to difficult problems. It works on three types of operators, namely, reproduction, crossover, and mutation. The strongest pair was chosen, and mutation was introduced due to the different crossovers in the gene pool. The strongest and best among them is chosen as solutions (Manoj et al., 2022; Udaya Prakash et al., 2023d).
6.7 Analysis of variances
ANOVA is a technique used to determine significant factors based on their contribution to process outcomes/results/performance measures. Factors effects obtained by separating the total outcomes variability. Variability measured by ‘‘calculating the sum of the squared deviations (SST) from the total mean of the process outcomes, the variability of the process parameters (SSF), and the error (SSE)’’ (Jebarose Juliyana et al., 2022b).
7 Conclusion
WEDM is a well-known non-traditional material removal technique that can handle the various machining demands put forth by the metal working industries. It has frequently been used for the micro- and high-precision machining of complex shaped items with a range of hardness requiring for precise tolerances on dimensions. Additionally, the WEDM process’s feasibility in the next industrial environment has been criticized by the arrival of newer and more exotic materials. Therefore, it is necessary to make constant enhancements to the current WEDM qualities to expand the machining capabilities and raise machining efficiency and effectiveness.
The main aim of the WEDM method is to produce a precise and effective machining operation without affecting machining performance. This is mostly accomplished by comprehending the relationships that exist between the numerous process-affecting elements and selecting the ideal machining condition from among the uncountable potential combinations. Moreover, substantial use of adaptive monitoring and control systems has been made in order to govern WEDM behavior without increasing the danger of wire breakages and might lessen the error brought on by the wire’s static deflection and vibrating behavior.
Furthermore, it has been stated that a number of optimization techniques based on explicit mathematical models, expert knowledge, or intelligent systems helps to find the optimal process parameters. The WEDM process must be continuously enhanced to remain a viable and cost-effective machining operation in the contemporary tool room production environment, given the ongoing trend towards uncontrolled machining operations and automation.
Author contributions
CS: Conceptualization, Data curation, Formal Analysis, Investigation, Methodology, Project administration, Resources, Writing–original draft. UP: Conceptualization, Methodology, Project administration, Resources, Writing–original draft. SJ: Methodology, Project administration, Software, Visualization, Writing–review and editing. RC: Funding acquisition, Methodology, Project administration, Software, Writing–review and editing. SS: Funding acquisition, Investigation, Methodology, Project administration, Writing–original draft. KK: Funding acquisition, Investigation, Methodology, Project administration, Writing–review and editing. SR: Data curation, Formal Analysis, Investigation, Resources, Writing–review and editing.
Funding
The author(s) declare financial support was received for the research, authorship, and/or publication of this article. This work was supported by the project SP2023/088 supported by the Ministry of Education, Youth and Sports, Czech Republic.
Conflict of interest
The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Publisher’s note
All claims expressed in this article are solely those of the authors and do not necessarily represent those of their affiliated organizations, or those of the publisher, the editors and the reviewers. Any product that may be evaluated in this article, or claim that may be made by its manufacturer, is not guaranteed or endorsed by the publisher.
Abbreviations
ANN, Artificial Neural Network; ANOVA, Analysis of Variance; CCRD, central composite rotatable design; CNC, Computer Numerical Control; CS, Cutting Speed; DoE, Design of Experiments; F, Feed rate; GA, Genetic Algorithm; GC, Gap Current; GRA, Grey Relational Analysis; GV, Gap Voltage; Ip, Peak current; Kw, Kerf Width; MP, Melting Point; MRR, Material removal rate; P, Pressure of di-electric fluid; RSM, Response Surface Methodology; SF, Servo Feed Rate; SR, Surface Roughness; SV, Servo voltage; Toff, Pulse off time; Ton, Pulse on time; TS, Tensile Strength; TWR, Tool Wear Rate; V, Voltage; W, Tungsten; WEDM, Wire Electrical Discharge Machining; WF, Wire Feed; WT, Wire Tension.
References
Abbas, A. T., Sharma, N., Alsuhaibani, Z. A., Sharma, V. S., Soliman, M. S., and Sharma, R. C. (2023). Processing of Al/SiC/Gr hybrid composite on EDM by different electrode materials using RSM-COPRAS approach. Metals 13, 1125. doi:10.3390/met13061125
Alduroobi, A. A., Ubaid, A. M., Tawfiq, M. A., and Elias, R. R. (2020). Wire EDM process optimization for machining AISI 1045 steel by use of Taguchi method, artificial neural network and analysis of variances. Int. J. Syst. Assur. Eng. Manag. 11, 1314–1338. doi:10.1007/s13198-020-00990-z
Alis, A., Abdullah, B., and Abbas, N. M. (2012). Influence of machine feed rate in WEDM of Ti-6Al-4V with constant current (6A) using brass wire. Proc. Eng. 41, 1812–1817. doi:10.1016/j.proeng.2012.07.387
Alting, L., and Boothroyd, G. (2020). Nontraditional manufacturing processes. Boca Raton, FL, USA: CRC Press, 363–416.
Altug, M., Erdem, M., and Ozay, C. (2015). Experimental investigation of kerf of Ti6Al4V exposed to different heat treatment processes in WEDM and optimization of parameters using genetic algorithm. Int. J. Adv. Manuf. Technol. 78 (9-12), 1573–1583. doi:10.1007/s00170-014-6702-x
Ananth, S., UdayaPrakash, J., JebaroseJuliyana, S., SaralaRubi, C., and Divya Sadhana, A. (2020). Effect of process parameters on WEDM of Al – fly ash composites using Taguchi Technique, Mater. Today Proc. 39 4, pp.1786–1790. doi:10.1016/j.matpr.2020.07.615
Annebushan, M., Marla, D., Kumar, R., Debnath, S., Prakash, C., Singh, M. A., et al. (2020). Methods and variables in Electrical discharge machining of titanium alloy – a review. Heliyon 6, e05554. doi:10.1016/j.heliyon.2020.e05554
Antar, M. T., Soo, S. L., Aspinwall, D. K., Jones, D., and Perez, R. (2011). Productivity and work piece surface integrity when WEDM aerospace alloys using coated wires. Proce- dia Eng. 19, 3–8. doi:10.1016/j.proeng.2011.11.071
Basak, A., Pramanik, A., Prakash, C., and Kotecha, K. (2021). Micro-mechanical characterization of superficial layer synthesized by electric discharge machining process. Mater. Lett. 305, 130769. doi:10.1016/j.matlet.2021.130769
Benedict, G. F. (1987). Electrical discharge machining (EDM), non traditional manufacturing processes. New York and Basel: Marcel Dekker, Inc, 231–232.
Boccadoro, M., and Dauw, D. F. (1995). About the application of fuzzy controllers in high-performance die-sinking EDM machines. Ann. CIRP 44 (1), 147–150. doi:10.1016/s0007-8506(07)62294-x
Ceritbinmez, F., Kanca, Y., Tuna, A., and Kanca, E. (2023). Investigation of the wear behavior of FeNi36 alloy cut by WEDM method under different loads. Aircr. Eng. Aerosp. Technol. doi:10.1108/aeat-06-2023-0155
Chaudhari, R., Rehman, I. U., Khanna, S., Patel, V. K., Vora, J., Prakash, C., et al. (2024). A parametric study with experimental investigations of expanded graphite on performance measure of EDM process of Ni55. 8Ti SMA. Alexandria Eng. J. 87, 164–174. doi:10.1016/j.aej.2023.12.013
Chen, Z., Zhou, H., Wu, C., Zhang, G., and Yan, H. (2022). A new wire electrode for improving the machining characteristics of high-volume fraction SiCp/Al composite in WEDM. Materials 15, 4098. doi:10.3390/ma15124098
Choudhary, R., Singh, G., Kumar, K., Bharti, P., Kumar, R., and Kumar, V. (2018). Investigations of electrical discharge machining of Al6061/14%wt fly-ash composite with different tool electrodes. Tod. Proc. 5, 19923–19932. doi:10.1016/j.matpr.2018.06.358
Cogun, C. (1990). A technique and its applications for evaluation of material removal contributions of pulses in electrical discharge machining. Inter. J. Mach. Tools Manuf. 30 (1), 19–31. doi:10.1016/0890-6955(90)90038-K
Dauw, D. F., and Albert, L. (1992). About the evolution of wire tool performance in wire EDM. Ann. CIRP 41 (1), 221–225. doi:10.1016/s0007-8506(07)61190-1
de Bruyn, H. E., and Pekelharing, A. J. (1982). Has the delay time influence on the EDM-process? Ann. CIRP 31 (1), 103–106. doi:10.1016/s0007-8506(07)63277-6
Dekeyser, W., Snoeys, R., and Jennes, M. (1988). Expert system for wire cutting EDM, based on pulse classification and thermal modeling. Robot. Comput. Integr. Manuf. 4 (1–2), 219–224. doi:10.1016/0736-5845(88)90080-4
Farooq, M. U., Ali, M. A., He, Y., Khan, A. M., Pruncu, C. I., Kashif, M., et al. (2020). Curved profiles machining of Ti6Al4V alloy through WEDM: investigations on geometrical errors. J. Mater. Res. Technol. 9, 16186–16201. doi:10.1016/j.jmrt.2020.11.067
Ghaleb, A. M., Kaid, H., Alsamhan, A., Mian, S. H., and Hidri, L. (2020). Assessment and comparison of various MCDM approaches in the selection of manufacturing process. Adv. Mater. Sci. Eng. 2020, 1–16. doi:10.1155/2020/4039253
Ghodsiyeh, D., Golshan, A., and Shirvanehdeh, J. A. (2013). Review on current research trends in wire electrical discharge machining (WEDM). Indian J. Sci. Technol. 6, 1–15. doi:10.17485/ijst/2013/v6i2.18
Glad, D., and Etienne, E. K. (2003). On the relationship between some extensions of fuzzy set theory. Fuzzy Sets Syst. 133 (1989), 227–235. doi:10.1016/s0165-0114(02)00127-6
Goiogana, M., and Elkaseer, A. (2019). Self-flushing in EDM drilling of Ti6Al4V using rotating shaped electrodes. Materials 12, 989. doi:10.3390/ma12060989
Gupta, N. K., Pandey, p., Mehta, S., Swati, S., Mishra, S. K., and Tom, K. J. (2019). “Characterization of abs material in hybrid composites: a review,” in Advances in engineering design. Lecture notes in mechanical engineering. Editors A. Prasad, S. Gupta, and R. Tyagi (Singapore: Springer).
Gupta, N. K., Somani, N., Prakash, C., Singh, R., Walia, A. S., Singh, S., et al. (2021). Revealing the WEDM process parameters for the machining of pure and heat-treated titanium (Ti-6Al-4V) alloy. Materials 14 (9), 2292. doi:10.3390/ma14092292
Ho, K. H., and Newman, S. T. (2003). State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 43 (13), 1287–1300. doi:10.1016/s0890-6955(03)00162-7
Ho, K. H., Newman, S. T., Rahimifard, S., and Allen, R. D. (2004). State of the art in wire electrical discharge machining (WEDM). Int. J. Mach. Tools Manuf. 44, 1247–1259. doi:10.1016/j.ijmachtools.2004.04.017
Hong, H., Riga, A. T., Gahoon, J. M., and Scott, C. G. (1993). Machinability of steels and titanium alloys under lubrication. Wear 162–164, 34–39. doi:10.1016/0043-1648(93)90481-z
Hou, Y., Xu, J., Lian, Z., Zhai, C., Li, M., Yang, S., et al. (2022). Research on surface microstructures and properties of NiTi shape memory alloy after wire electrical discharge machining. Mater. Today Commun. 31, 103521. doi:10.1016/j.mtcomm.2022.103521
Huang, J. T., and Liao, Y. S. (2000). A wire-EDM maintenance and fault diagnosis expert system integrated with an artificial neural network. Inter. J. Prod. Res. 38 (5), 1071–1082. doi:10.1080/002075400189022
Ilić, A., Miletić, I., Nikolić, R. R., Marjanović, V., Ulewicz, R., Stojanović, B., et al. (2020). Analysis of influence of the welding procedure on impact toughness of welded joints of the high-strength low-alloyed steels. Appl. Sci. 10 (7), 2205. doi:10.3390/app10072205
Iqbal, A. K. M. A., and Khan, A. A. (2010). Modeling and analysis of MRR, EWR and surface roughness in EDM milling through response surface methodology. Am. J. Eng. Appl. Sci. 3 (4), 611–619. doi:10.3844/ajeassp.2010.611.619
Ishfaq, K., Anwar, S., Ali, M. A., Raza, M. H., Farooq, M. U., Ahmad, S., et al. (2020). Optimization of WEDM for precise machining of novel developed Al6061-7.5% SiC squeeze-casted composite. Int. J. Adv. Manuf. Technol. 111 (7-8), 2031–2049. doi:10.1007/s00170-020-06218-5
Jahan, M. P., Rahman, M., and Wong, Y. S. (2011). A review on the conventional and micro-electro discharge machining of tungsten carbide. Int. J. Mach. Tools Manuf. 51, 837–858. doi:10.1016/j.ijmachtools.2011.08.016
Jain, A., Kumar, C. S., and Shrivastava, Y. (2021). Fabrication and machining of metal matrix composite using electric discharge machining: a short review. Evergreen 8 (4), 740–749. doi:10.5109/4742117
Jameson, E. C. (2001). “Description and development of electrical discharge machining (EDM),” in Electrical discharge machining (Dearbern, Michigan: society of manufacturing engineers).
Jebarose Juliyana, S., and Udaya Prakash, J. (2022). Optimization of machining parameters for wire EDM of AMCs (LM5/ZrO2) using Taguchi technique. INCAS Bullein 14 (1), 57–68. doi:10.13111/2066-8201.2022.14.1.5
Jebarose Juliyana, S., Udaya Prakash, J., Divya Sadhana, A., and Sarala Rubi, C. (2022a). Multi-objective optimization of process parameters of wire EDM for machining of AMCs (LM5/ZrO2) using grey relational analysis. Mater. Today Proc. 52 (3), 1494–1498. doi:10.1016/j.matpr.2021.11.213
Jebarose Juliyana, S., Udaya Prakash, J., Rubi, C. S., Salunkhe, S., Gawade, S. R., Abouel Nasr, E. S., et al. (2023). Optimization of wire EDM process parameters for machining hybrid composites using grey relational analysis. Crystals 13, 1549. doi:10.3390/cryst13111549
Jebarose Juliyana, S., Udaya Prakash, J., and Salunkhe, S. (2022b). Optimisation of wire EDM process parameters using Taguchi technique for machining of hybrid composites. Int. J. Mater. Eng. Innovation 13 (3), 257–271. doi:10.1504/ijmatei.2022.125110
Juliyana, S. J., Prakash, J. U., Salunkhe, S., Abdelmoneam Hussein, H. M., and Gawade, S. R. (2022). Mechanical characterization and microstructural analysis of hybrid composites (LM5/ZrO2/gr). Crystals 12 (9), 1207. doi:10.3390/cryst12091207
Kapoor, J., Singh, S., and Khamba, J. S. (2010). ‘Recent developments in wire electrodes for high performance WEDM. Proc. World Congr. Eng. II, 1–4.
Kapoor, J., Singh, S., and Khamba, J. S. (2012). High-performance wire electrodes for wire electrical-discharge machining—a review. Proc. Institution Mech. Eng. - Part B J. Eng. Manuf. 226 (11), 1757–1773. doi:10.1177/0954405412460354
Khanna, R., Sharma, N., Kumar, N., Gupta, R. D., and Sharma, A. (2022). WEDM of Al/SiC/Ti composite: a hybrid approach of RSM-ARAS-TLBO algorithm. Int. J. Lightweight Mater. Manuf. 5 (3), 315–325. doi:10.1016/j.ijlmm.2022.04.003
Kinoshita, N., Fukui, M., and Gamo, G. (1982). Control of wire-EDM preventing electrode from breaking. CIRP 31 (1), 111–114. doi:10.1016/s0007-8506(07)63279-x
Klocke, F., Lung, D., and ThomaidisAntonoglou, D. G. (2004). Using ultrathin electrodes to produce micro-parts with wireEDM. J. Mater. Process. Technol. 149, 579–584. doi:10.1016/s0924-0136(04)00214-6
Klocke, F., Welling, D., and Dieckmann, J. (2011). Comparison of grinding and wire EDM concerning fatigue strength and surface integrity of machined Ti6Al4V components. Proc. Eng. 19, 184–189. doi:10.1016/j.proeng.2011.11.099
Konda, R., and RajurkarBishuGuhaParson, K. P. R. R. A. M. (1999). Design of experiments to study and optimize process performance. Int. J. Qual. Reliab. Manag. 16 (1), 56–71. doi:10.1108/02656719910226914
Kruth, J. P., Lauwers, B., Schacht, B., and van Humbeeck, J. (2004a). Composite wires with high tensile core for wire EDM. CIRP Ann. 53 (1), 171–174. doi:10.1016/s0007-8506(07)60671-4
Kruth, J. P., Lauwersa, B., and SchachtaHumbeeckb, B. J. V. (2004b). Composite wires with high tensile core for wire EDM. CIRP Ann. 53 (1), 171–174. doi:10.1016/s0007-8506(07)60671-4
Kumar, N. A., Babu, A. S., and Sathishkumar, N. (2021). Influence of near-dry ambiance on WEDM of Monel super alloy. Mater. Manuf. Process. 36 (7), 827–835. doi:10.1080/10426914.2020.1866191
Kumar, P., Gupta, M., and Kumar, V. (2019). Microstructural analysis and multi response optimization of WEDM of Inconel 825 using RSM based desirability approach. J. Mech. Behav. Mater. 28 (1), 39–61. doi:10.1515/jmbm-2019-0006
Kunieda, M., Kojima, H., and Kinoshita, N. (1990). On-line detection of EDM spark locations by multiple connection of branched electric wires. CIRP 39 (1), 171–174. doi:10.1016/s0007-8506(07)61028-2
Kuriakose, S., and Shunmugam, M. S. (2004). Characteristics of wire-electro discharge machined Ti6Al4V surface. Mater. Lett. 58, 2231–2237. doi:10.1016/j.matlet.2004.01.037
Kupper, U., Herrig, T., Welling, D., and Bergs, T. (2021). Process performance of high energy wire EDM. Procedia CIRP 101, 230–233. doi:10.1016/j.procir.2020.11.012
La Monaca, A., Murray, J. W., Liao, Z., Speidel, A., Robles-Linares, J. A., Axinte, D. A., et al. (2021). Surface integrity in metal machining—Part II: functional performance. Int. J. Mach. Tools Manuf. 164, 103718. doi:10.1016/j.ijmachtools.2021.103718
Liao, Y. S., and Woo, J. C. (1998). “A new fuzzy control system for the adaptive control of WEDM process,” in Proceedings of the Twelfth International Symposium for Electro-Machining (ISEM-12), Aachen, Germany.
Liao, Y. S., and Woo, J. C. (2000). Design of a fuzzy controller for the adaptive control of WEDM process. Inter. J. Mach. Tools Manuf. 40 (15), 2293–2307. doi:10.1016/s0890-6955(00)00036-5
Liao, Y. S., Wu, P. S., and Liang, F. Y. (2013). Study of debris exclusion effect in linear motor equipped die sinking EDM process. Procedia CIRP 6, 123–128. doi:10.1016/j.procir.2013.03.058
Lok, Y. K., and Lee, T. C. (1997). Processing of advanced ceramics using the wire-cut EDM process. J. Mater. Process. Technol. 63 (1-3), 839–843. doi:10.1016/s0924-0136(96)02735-5
Madic, M., and Radovanovic, M. (2015). Ranking of some most commonly used nontraditional machining processes using rov and critic methods. UPB Sci. Bull. Ser. D. Mech. Eng. 77, 193–204.
Maity, K. P., and Mishra, H. (2016). ANN modelling and elitist teaching learning approach for multi-917 897 objective optimization of μ-EDM. J. IntellManuf, 1–18. doi:10.1007/s10845-016-1193-2
Malakizadi, A., Mallipeddi, D., Dadbakhsh, S., M’Saoubi, R., and Krajnik, P. (2022). Post-processing of additively manufactured metallic alloys—a review. Int. J. Mach. Tools Manuf. 179, 103908. doi:10.1016/j.ijmachtools.2022.103908
Maniyara, K. G., and Ingole, D. S. (2018). Multi response optimization of EDM process parameters for aluminium hybrid composites by GRA. Tod. Proc. 5, 19836–19843. doi:10.1016/j.matpr.2018.06.347
Manoj, I. V., Soni, H., Narendranath, S., Mashinini, P. M., and Kara, F. (2022). Examination of machining parameters and prediction of cutting velocity and surface roughness using RSM and ANN using WEDM of Altemp HX. Adv. Mater. Sci. Eng. 2022, 1–9. doi:10.1155/2022/5192981
Mathew Paulson, D., Saif, M., and Zishan, M. (2022). Optimization of wire-EDM process of titanium alloy-grade 5 using Taguchi’s method and grey relational analysis. Mater. Today Proc. 72, 144–153. doi:10.1016/j.matpr.2022.06.376
Ming, W., Jia, H., Zhang, H., Zhang, Z., Liu, K., Du, J., et al. (2020). A comprehensive review of electric discharge machining of advanced ceramics. Ceram. Int. 46 (14), 21813–21838. doi:10.1016/j.ceramint.2020.05.207
Mouralova, K., Prokes, T., Benes, L., and Bednar, J. (2019). The influence of WEDM parameters setup on the occurrence of defects when machining hardox 400 steel. Materials 12 (22), 3758. doi:10.3390/ma12223758
Muniappan, A., Jayakumar, V., Ajithkumar, R., Veerabhadra, S. K., and Prasanna, R. (2019). Optimization of WEDM process parameters for cutting speed using Taguchi technique. Tod. Proc. 18, 332–341. doi:10.1016/j.matpr.2019.06.309
Muniappan, A., Sathiyaraj, R., Thiagarajan, C., Jayakumar, V., and Kandyala, A. (2018). Optimization of WEDM process parameters using multi-objective optimization on the basis of ratio analysisInt. J. Mech. Prod. Eng. Res. Dev. 8, 133–137.
Muthuramalingam, T., and Mohan, B. (2015). A review on influence of electrical process parameters in EDM process. Arch. CivMechEng 15, 87–94. doi:10.1016/j.acme.2014.02.009
Naeim, N., MonaAbou, A. E., and Ahmed, E. (2023). Experimental investigation of surface roughness and material removal rate in wire EDM of stainless steel 304. Materials 16, 1022. doi:10.3390/ma16031022
Narendranath, G., and Udaya Prakash, J. (2023). Effect of wire EDM process parameters on material removal rate of duplex stainless steel (S31803). Mater. Today Proc. 92 (1), 424–429. doi:10.1016/j.matpr.2023.05.643
Newton, T. R., MelkoteWatkinsTrejo, S. N. T. R. R. M., and Reister, L. (2009). Investigation of the effect of process parameters on the formation and characteristics of recast layer in wire-EDM of Inconel 718. Sci. Eng. 513–514, 208–215. doi:10.1016/j.msea.2009.01.061
Ozcalici, M., and Bumin, M. (2020). An integrated multi-criteria decision making model with Self-Organizing Maps for the assessment of the performance of publicly traded banks in Borsa Istanbul. Appl. Soft Comput. 90, 106166. doi:10.1016/j.asoc.2020.106166
Ozcelik, B., Oktem, H., and Kurtaran, H. (2005). Optimum surface roughness in end milling Inconel 718 by coupling neural network model and genetic algorithm. Int. J. Adv. Manuf. Technol. 27 (3–4), 234–241. doi:10.1007/s00170-004-2175-7
Padhi, P. K., and Satapathy, A. (2013). Analysis of sliding wear characteristics of BFS filled composites using an experimental design approach integrated with ANN. Tribol. Trans. 56 (5), 789–796. doi:10.1080/10402004.2013.798448
Parashar, V., Rehman, A., Bhagoria, J. L., and Puri, Y. M. (2010). Kerfs width analysis for wire cut electro discharge machin-ing of SS 304L using design of experiments. Indian J. Sci. Technol. 3 (4), 369–373. doi:10.17485/ijst/2010/v3i4.4
Poros, D., and Zaborski, S. (2009). Semi-empirical model of efficiency of wire electrical discharge machining of hard-to- machine materials. J. Mater. Process. Tech- nology 209, 1247–1253. doi:10.1016/j.jmatprotec.2008.03.046
Prakash, J. U., Rubi, C. S., Rajkumar, C., and Juliyana, S. J. (2021). Multi-objective drilling parameter optimization of hybrid metal matrix composites using grey relational analysis. Mater. Today Proc. 39, 1345–1350. doi:10.1016/j.matpr.2020.04.570
Pramanik, A. (2014). Developments in the non-traditional machining of particle reinforced metal matrix composites. Int. J. Mach. Tools Manuf. 86, 44–61. doi:10.1016/j.ijmachtools.2014.07.003
Prohaszka, J., Mamalis, A. G., and Vaxevanidis, N. M. (1997). The effect of electrode material on machinability in wire electro-discharge machining. J. Mater. Process. 69, 233–237. doi:10.1016/s0924-0136(97)00024-1
Puri, A. B., and Bhattacharyya, B. (2003). An analysis and optimisation of the geometrical inaccuracy due to wire lag phenomenon in WEDM. Int. J. Mach. Tools Manuf. 43, 151–159. doi:10.1016/s0890-6955(02)00158-x
Puri, A. B., and Bhattacharyya, B. (2005). Modeling and analysis of white layer depth in a wire-cut EDM process through response surface methodology. Int. J. Adv. Manuf. Technol. 25, 301–307. doi:10.1007/s00170-003-2045-8
Raju, K., Balakrishnan, M., Prasad, D. V. S. S. S. V., Nagalakshmi, V., Patil, P. P., Kaliappan, S., et al. (2022). Optimization of WEDM process parameters in Al2024-Li-Si3N4 MMC. J. Nanomater. 2022, 1–12. doi:10.1155/2022/2903385
Rajurkar, K. P., and Wang, W. M. (1993). Thermal modeling and on-line monitoring of wire-EDM. J. Mater. Process. Technol. 38 (1-2), 417–430. doi:10.1016/0924-0136(93)90214-q
Rajurkar, K. P., Wang, W. M., and Mc Geough, J. A. (1994). WEDM identification and adaptive control for variable-height components. Ann. CIRP 43 (1), 199–202. doi:10.1016/s0007-8506(07)62195-7
Rajurkar, K. P., Wang, W. M., and Zhao, W. S. (1997). WEDM-adaptive control with a multiple input model for indentification of workpiece height. Ann. CIRP 46 (1), 147–150. doi:10.1016/s0007-8506(07)60795-1
Ramakrishnan, R., and Karunamoorthy, L. (2006). Multi response optimization of wire EDM operations using robust design of experiments. Int. J. Adv. Manuf. Technol. 29, 105–112. doi:10.1007/s00170-004-2496-6
Rani, M. G., Rao, C. V. P., and Kotaiah, K. R. (2017). Experimental investigation on optimization of the controlling factors for machining al 6061/mos2 metal matrix composites with wire EDM. Int. J. Appl. Eng. Res. 12, 12023–12028.
Sadhana, D., Prakash, J. U., Sivaprakasam, P., and Ananth, S. (2020). Wear behaviour of aluminium matrix composites (LM25/Fly Ash) - a Taguchi approach. Mater. Today Proc. 33 (7), 3093–3096. doi:10.1016/j.matpr.2020.03.684
Saif, M., and Tiwari, S. (2021). Investigation towards surface roughness and material removal rate in Wire-EDM of aluminium alloy 6061 and 5083 using Taguchi method. Mater. Today Proc. 47, 1040–1047. doi:10.1016/j.matpr.2021.06.205
Sarala Rubi, C., Udaya Prakash, J., Cep, R., and Elangovan, M. (2022b). Optimization of process variables in the drilling of LM6/B4C composites through grey relational analysis. Materials 15 (14), 4860. doi:10.3390/ma15144860
Sarala Rubi, C., Udaya Prakash, J., Rajkumar, C., Mohan, A., and Muthukumarasamy, A. (2022a). Optimization of process variables in drilling of LM6/fly ash composites using Grey-Taguchi method. Materials-today-proceedings 62 10 5894–5898. doi:10.1016/j.matpr.2022.04.627
Sarkar, S., Sekh, M., Mitra, S., and Bhattacharyya, B. (2008). Modeling and optimization of wire electrical discharge machining of γ-TiAl in trim cutting operation. J. Mater. Process. Technol. 205, 376–387. doi:10.1016/j.jmatprotec.2007.11.194
Shadab, M., Singh, R., and Rai, R. N. (2019). Multi-objective optimization of wire electrical discharge machining process parameters for Al5083/7% B4C composite using metaheuristic techniques. Arab. J. Sci. Eng. 44, 591–601. doi:10.1007/s13369-018-3491-9
Shah, A., Mufti, A. N., Rakwal, D., and Bamberg, E. (2011). Material removal rate, kerf, and surface roughness of tungsten carbide machined with wire electrical discharge machining. Machining’’ J. Mater. Eng. Perfor- mance 20, 71–76. doi:10.1007/s11665-010-9644-y
Sharma, N., Khanna, R., and Gupta, R. (2013). Multi quality characteristics of WEDM process parameters with RSM. Procedia Eng. 64, 710–719. doi:10.1016/j.proeng.2013.09.146
Sheth, M., Sheth, N., Radadia, N., Parsana, S., Savsani, V., Mishra, R. K., et al. (2020). Optimization of WEDM parameters for Mg-Zn-RE-Zr alloy using passing vehicle search algorithm. Mater. Res. Express 6 (12), 1265k6. doi:10.1088/2053-1591/ab66f9
Shoda, K., Kaneko, Y., Nishimura, H., Kunieda, M., and Fan, M. X. (1992). “Adaptive control of WEDM with on-line detection of spark locations,” in Proceeding of the Tenth International Symposium for Electro-Machining (ISEM-10), Magdeburg, Germany.
Singh, H., and Garg, R. (2009). Effects of process parameters on material removal rate in WEDM. J. Achieve- ments Mater. Manuf. Eng. 32, 70–74.
Singh, H., Singh, J., and Kumar, S. (2023). Effect of processing conditions and electrode materials on the surface roughness of EDM-processed hybrid metal matrix composites. Int. J. Lightweight Mater. Manuf. doi:10.1016/j.ijlmm.2023.12.001
Singh, T., Misra, J. P., Upadhyay, V., and Rao, P. S. (2018). An adaptive neuro-fuzzy inference system (ANFIS) for Wire-EDM of ballistic grade aluminium alloy. Int. J. Automot. Mech. Eng. 15 (2), 5295–5307. doi:10.15282/ijame.15.2.2018.11.0408
Sivaprakasam, P., Udaya Prakash, J., and Hariharan, P. (2022b). Enhancement of material removal rate in magnetic field-assisted micro electric discharge machining of Aluminium Matrix Composites. Int. J. Ambient Energy 43 (1), 584–589. doi:10.1080/01430750.2019.1653979
Sivaprakasam, P., Udaya PrakashHariharan, J. P., and Gowri, S. (2022a). Micro-electric discharge machining (Micro- EDM) of aluminium alloy and aluminium matrix composites - a review. Adv. Mater. Process. Technol. 8 (2), 1699–1714. doi:10.1080/2374068x.2020.1865127
Snoeys, R., Dekeyser, W., and Tricarico, C. (1998). Knowledge-based system for wire EDM. Ann. CIRP 37 (1), 197–202. doi:10.1016/s0007-8506(07)61617-5
Soni, J. S. (1994). Microanalysis of debris formed during rotary EDM of titanium alloy (Ti 6A1 4V) and die steel (T 215 Cr12). Wear 177, 71–79. doi:10.1016/0043-1648(94)90119-8
Soundararajan, R., Ramesh, A., Ponappa, K., Sivasankaran, S., and Arvind, D. (2020). Optimization of WEDM process parameters by RSM in machining of stir cum squeeze cast A413–B 4 C composites. SN Appl. Sci. 2, 1768–1821. doi:10.1007/s42452-020-03409-3
Stalin, B., Kumar, P. R., Ravichandran, M., Kumar, M. S., and Meignanamoorthy, M. (2019). Optimization of wear parameters using Taguchi grey relational analysis and ANN-TLBO algorithm for silicon nitride filled AA6063 matrix composites. Mater. Res. Express 6 (10), 106590. doi:10.1088/2053-1591/ab3d90
Stojanovic, B., and Ivanović, L. (2014). Tribo mechanical systems in design. J. Balkan Tribol. Assoc. 20 (No 1), 25–34.
Stojanovic, B., Tomović, R., Gajević, S., Petrović, J., and Miladinovic, S. (2022). Tribological behavior of aluminum composites using Taguchi design and ANN. Adv. Eng. Lett. 1, 28–34. doi:10.46793/adeletters.2022.1.1.5
Swain, A. K., Ray, S., and Mandal, N. K. (2012). Study on kerf width in wire-EDM based on Taguchi method. Appl. Mech. Mater. 110-116, 1808–1816. doi:10.4028/www.scientific.net/AMM.110-116.1808
Tanimura, T., Heuvelman, C. J., and Vennstra, P. C. (1977). The properties of the servo gap sensor with wire spark-erosion machining. Ann. CIRP 26 (1), 59–63.
Thomas, D. S., and Gilbert, S. W. (2015). Costs and cost effectiveness of additive manufacturing: a literature review and discussion. Addit. Manuf. Costs., 1–96. doi:10.6028/NIST.SP.1176
Tosun, N., Cogunb, C., and Tosun, G. (2004). A study on kerf and material removal rate in wire electrical discharge ma-chining based on Taguchi method. J. Mater. Process. Technol. 152, 316–322. doi:10.1016/j.jmatprotec.2004.04.373
Udaya Prakash, J., Ananth, S., Jebarose Juliyana, S., Cep, R., Khedkar, N., Salunkhe, S., et al. (2023b). Parametric optimization of wear parameters of hybrid composites (LM6/B4C/fly ash) using Taguchi technique. Front. Mech. Eng. 9, 1279481. doi:10.3389/fmech.2023.1279481
Udaya Prakash, J., Ananth, S., Jebarose Juliyana, S., and John Paul, P. (2020). “Effect of wire EDM process parameters on machining of aluminium matrix composites (356/fly ash),” in Lecture notes in mechanical engineering (Singapore: Springer), 411–419. doi:10.1007/978-918-15-3631-1_39
Udaya Prakash, J., Ananth, S., Jebarose Juliyana, S., and Moorthy, T. V. (2018a). Multi Objective optimization of tribological properties of AMCs (356/B4C) using grey relational analysis. Int. J. Mech. Prod. Eng. Res. Dev. 8 (8), 197–201.
Udaya Prakash, J., Jebarose Juliyana, S., Pallavi, P., and Moorthy, T. V. (2018b). Optimization of wire EDM process parameters for machining hybrid composites (356/B4C/fly ash) using Taguchi technique. Today Proc. 5 (2), 7275–7283. doi:10.1016/j.matpr.2017.11.395
Udaya Prakash, J., Jebarose Juliyana, S., Saleem, M., and Moorthy, T. V. (2021b). Optimisation of dry sliding wear parameters of aluminium matrix composites (356/B4C) using Taguchi technique. Int. J. Ambient Energy 42 (2), 140–142. doi:10.1080/01430750.2018.1525590
Udaya Prakash, J., Jebarose Juliyana, S., Salunkhe, S., Gawade, S. R., Nasr, E. S. A., and Kamrani, A. K. (2023a). Mechanical characterization and microstructural analysis of stir-cast aluminum matrix composites (LM5/ZrO2). Crystals 13, 1220. doi:10.3390/cryst13081220
Udaya Prakash, J., Rajkumar, C., Jayavelu, S., and Sivaprakasam, P. (2023d). Effect of wire electrical discharge machining parameters on various tool steels using grey relational analysis. Int. J. Veh. Struct. Syst. 15 (2), 203–206. doi:10.4273/ijvss.15.2.11
Udaya Prakash, J., Sivaprakasam, P., Ilhan, G., Jebarose Juliyana, S., Elias, G., Kalusuraman, G., et al. (2021a). Wire electrical discharge machining (WEDM) of hybrid composites (Al-Si12/B4C/fly ash). J. Nanomater. 2021, 1–10. doi:10.1155/2021/2503673
Udaya Prakash, J., Sivaprakasam, P., Jebarose Juliyana, S., Ananth, S., Sarala Rubi, C., and Divya Sadhana, A. (2023c). Multi-objective optimization using grey relational analysis for wire EDM of aluminium matrix composites. Mater. Today Proc. 72 (4), 2395–2401. doi:10.1016/j.matpr.2022.09.415
Ugrasen, G., Ravindra, H., Prakash, G. N., and Keshavamurthy, R. (2014b). Process optimization and estimation of machining performances using artificial neural network in wire EDM. Procedia Mater Sci. 6, 1752–1760. doi:10.1016/j.mspro.2014.07.205
Umasankar, V., Anthony Xavior, M., and Karthikeyan, S. (2014). Experimental evaluation of the influence of processing parameters on the mechanical properties of SiC particle reinforced AA6061 aluminium alloy matrix composite by powder processing. J. Alloys Compd. 582, 380–386. doi:10.1016/j.jallcom.2013.07.129
Vijayabhaskar, S., Rajmohan, T., Pranay Sisir, T. V., Phani Abishek, J. V., Sharukh khan, S. D., and Mohankrishna Reddy, R. (2018). Review of WEDM studies on metal matrix composites. IOP Conf. Ser. Mater. Sci. Eng. 390, 012051. doi:10.1088/1757-899x/390/1/012051
VishalSharma, S. V. S., Sharma, N., Singh, G., Gupta, M. K., and Singh, G. (2023). Optimization of WEDM parameters while machining biomedical materials using EDAS-PSO. Materials 16, 114. doi:10.3390/ma16010114
Yadav, Y., Jain, V. K., and Dixit, P. M. (2002). Thermal Stresses due to electrical discharge machining. Int J Mach Tools 901 Manufact 42, 877–888. doi:10.1016/s0890-6955(02)00029-9
Yan, B. H., Wang, C. C., Liu, W. D., and Huang, F. Y. (2000). Machining characteristics of Al 2 O 3/6061Al composite using rotary EDM with a disklike electrode. Int. J. Adv. Manuf. Technol. 16, 322–333. doi:10.1007/s001700050164
Yan, M. T., Li, H. P., and Liang, J. F. (1999). The application of fuzzy control strategy in servo feed control of wire electrical discharge machining. Inter. J. Adv. Manuf. Technol. 15 (11), 780–784. doi:10.1007/s001700050131
Yan, M. T., Liao, Y. S., and Chang, C. C. (2001). On-line estimation of workpiece height by using neural networks and hierarchical adaptive control of WEDM. Inter. J. Adv. Manuf. Technol. 18 (12), 884–891. doi:10.1007/pl00003956
Yu, P.-H., Lee, H.-K., Lin, Y.-X., Qin, S.-J., Yan, B.-H., and Huang, F.-Y. (2011). Machining characteristics of polycrystalline silicon by wire electrical discharge machining. Mater. Manuf. Pro- cesses 26 (12), 1443–1450. doi:10.1080/10426914.2010.544808
Zhang, G. J., Huang, H., Zhang, Z., and Zhang, Y. (2019). Study on the effect of three dimensional wire vibration on WEDM based on a novel thermophysical model. Int. J. Adv. Manuf. Technol. 100, 2089–2101. doi:10.1007/s00170-018-2796-x
Zhang, G. J., Li, W. Y., Zhang, Y. M., Huang, Y., Zhang, Z., and Chen, Z. (2020). Analysis and reduction of process energy consumption and thermal deformation in a micro-structure wire electrode electric discharge machining thin-wall component. J. Clean. Prod. 244, 118763. doi:10.1016/j.jclepro.2019.118763
Keywords: wire EDM, composite materials, optimization, DOE, adaptive control
Citation: Sarala Rubi C, Prakash JU, Juliyana SJ, Čep R, Salunkhe S, Kouril K and Ramdas Gawade S (2024) Comprehensive review on wire electrical discharge machining: a non-traditional material removal process. Front. Mech. Eng 10:1322605. doi: 10.3389/fmech.2024.1322605
Received: 16 October 2023; Accepted: 09 January 2024;
Published: 23 January 2024.
Edited by:
Jianlin Liu, China University of Petroleum (East China), ChinaReviewed by:
Angelos P. Markopoulos, National Technical University of Athens, GreeceMilan Bukvic, University of Kragujevac, Serbia
Copyright © 2024 Sarala Rubi, Prakash, Juliyana, Čep, Salunkhe, Kouril and Ramdas Gawade. This is an open-access article distributed under the terms of the Creative Commons Attribution License (CC BY). The use, distribution or reproduction in other forums is permitted, provided the original author(s) and the copyright owner(s) are credited and that the original publication in this journal is cited, in accordance with accepted academic practice. No use, distribution or reproduction is permitted which does not comply with these terms.
*Correspondence: Sachin Salunkhe, c2FjaGluc2FsdW5raGVAZ2F6aS5lZHUudHI=