 Divya Zindani
Divya Zindani A. K. Lakshminarayanan
A. K. Lakshminarayanan A. Joshua
A. Joshua Robert Čep
Robert Čep K. Logesh
K. Logesh- 1Department of Mechanical Engineering, Sri Sivasubramaniya Nadar (SSN) College of Engineering, Kalavakkam, India
- 2SSN-ESAB Center of Excellence in Sustainable Welding and Innovative Fabrication Technologies, Sri Sivasubramaniya Nadar College of Engineering, Kalavakkam, India
- 3Department of Machining, Assembly and Engineering Metrology, Faculty of Mechanical Engineering, VSB-Technical University of Ostrava, Ostrava, Czechia
- 4Department of Mechanical Engineering, Vel Tech Rangarajan Dr. Sagunthala R&D Institute of Science and Technology, Avadi, India
Indroduction: Magnesium alloy ZE41 is highly valued in industrial applications due to its superior properties such as high strength-to-weight ratio, corrosion resistance, and low density. However, the welding of magnesium alloys poses significant challenges. Friction Stir Additive Manufacturing (FSAM) offers a promising alternative to traditional welding methods, especially for ZE41 alloy. Among the FSAM process parameters, tool overrun—the distance the tool travels beyond the joint interface—plays a critical role in influencing joint integrity and overall performance. A research gap exists in integrating mechanical output parameters and acoustic signal features for the optimization of FSAM in magnesium alloys. Addressing this gap requires a robust Decision Support System (DSS).
Methods: This study proposes a dedicated DSS to optimize the FSAM process for ZE41 alloy. The DSS incorporates expert linguistic evaluations modeled using T-spherical fuzzy sets and determines experiment rankings using the TODIM (an acronym in Portuguese for Interactive Multi-Criteria Decision Making) method. The experiments systematically varied three transverse speeds (20, 40, and 60 mm/min), two rotational speeds (500 and 1200 rpm), and two tool overruns (0.5 and 1 day). The evaluation criteria included mechanical properties—tensile strength, percentage elongation at break, and Brinell hardness—as well as acoustic emission (AE) signal features such as peak amplitude, absolute energy, and centroid frequency.
Results: The DSS effectively ranked the experimental runs by integrating mechanical performance and AE signal analysis. Among the configurations, the setup with a transverse speed of 40 mm/min, rotational speed of 500 rpm, and tool overrun of 1 day emerged as the best performing. The output metrics showed improved mechanical integrity and consistent AE characteristics under this setting.
Discussion: The proposed DSS demonstrated robustness, maintaining a consistent ranking of experimental results even when the weights and the attenuation factor in the TODIM method were varied. This confirms the reliability of the DSS for optimizing FSAM process parameters. The integration of fuzzy logic and multi-criteria decision-making provides a comprehensive framework for addressing the complexities of FSAM in magnesium alloys, and can be extended to similar materials and processes in further studies.
1 Introduction
Magnesium alloy ZE41 is widely used in automotive, aerospace, and electronics industries for its high strength-to-weight ratio, excellent corrosion resistance, and lightweight properties. However, welding this alloy presents challenges such as low melting point, high reactivity, susceptibility to cracking, and porosity formation, necessitating extensive post-weld processing. Friction stir additive manufacturing (FSAM) offers a solution by combining friction stir welding (FSW) with additive manufacturing, using a solid-state process to avoid melting and minimize defects like cracking and intermetallic formation. FSAM enables precise control over deposition parameters and allows the incorporation of reinforcing agents, enhancing component performance.
FSAM has been applied across diverse alloy systems. Aluminum alloys are among the most extensively studied materials for FSAM due to their widespread industrial applications in aerospace, automotive, and marine sectors. Researchers have investigated the microstructural evolution, mechanical properties, and processing parameters of FSAM-deposited aluminum alloys. For example, Dai et al. (2024) demonstrated the successful FSAM of Al-Cu-Mg alloy with tailored microstructures and enhanced mechanical properties. Additionally, studies by Chaudhary et al. (2023a) and Jiang et al. (2023) explored the effects of deposition temperature and feed rate on the microstructure and mechanical behavior of FSAM-deposited aluminum alloys, providing valuable insights for process optimization and property enhancement. FSAM of titanium alloys has attracted considerable attention for producing lightweight, high-strength components with complex geometries. Notable studies by Kalashnikov et al. (2021) and Jie et al. (2024) investigated the microstructural characteristics and mechanical properties of FSAM-deposited titanium alloys, highlighting the influence of processing parameters on grain refinement and texture development. Steel alloys are essential materials in manufacturing, construction, and transportation industries due to their versatility, strength, and affordability. Recent studies by Roodgari et al. (2020) and Derazkola et al. (2020) investigated the microstructural evolution and mechanical behavior of FSAM-deposited steel alloys, focusing on the effects of alloy composition, heat treatment, and deposition strategy. These investigations provide valuable insights into optimizing FSAM processes for various steel grades, paving the way for applications in tooling, automotive, and energy sectors. Chaudhary et al. (2023b) investigated the microstructural evolution and phase transformations in FSAM-deposited nickel-based superalloys, elucidating the effects of thermal history, tool geometry, and deposition parameters on microstructure and mechanical properties. Notable investigations by Joshi et al. (2022) and Dixit et al. (2023) explored the feasibility of FSAM for magnesium alloys, highlighting the challenges of processing such as low melting point, high reactivity, and susceptibility to defects. These studies provide valuable insights into optimizing FSAM processes for magnesium alloys and expanding their applications in lightweight engineering. Several magnesium alloys have been investigated through FSAM. Joshi et al. (2022a) investigated additive friction stir deposition of AZ31B magnesium alloy using MELD® technology. A refined grain structure and strengthened basal texture were observed in the additively produced samples compared to the feed material. The additively produced samples also exhibited slightly higher hardness. This work highlights a solid-state additive manufacturing approach for magnesium, offering potential for structural applications in automotive components and biomedical implants. Wlodarski et al. (2021) explored additive friction stir layer welding (AFSLW) of AZ31 magnesium alloy, successfully fabricating a seven-layer structure free of volumetric defects. Although the AFSLW material showed lower tensile and fatigue strengths compared to wrought AZ31-H24 due to heat input reducing cold work strengthening, it maintained similar fatigue crack initiation mechanisms. The study demonstrated AFSLW’s capability to produce large, defect-free structures with predictable mechanical properties. Some of the other explored alloys are AZ61 (Luo et al., 2018; Luo et al., 2017), AZ80 (Yang et al., 2014), and ZK60 (Lin et al., 2017; Hu et al., 2022) AZ31 is a widely used magnesium alloy, known for its good weldability and high strength-to-weight ratio. AZ61 and AZ91 alloys offer improved strength and creep resistance compared to AZ31, making them suitable for high-performance applications. ZK60 is another commonly investigated magnesium alloy, characterized by its excellent castability and moderate strength. These alloys have been selected for FSAM investigations due to their relevance in aerospace, automotive, and consumer electronics industries.
The production of high-quality parts with desired mechanical properties and structural integrity can be addressed through careful parameter optimization, and stringent process controls to minimize defects such as porosity, cracking, and intermetallic formation. Various process parameters have been considered to optimize deposition quality and mechanical properties. These parameters include rotational speed, traverse speed, deposition temperature, feed rate, tool geometry, and preheating conditions. For example, Joshi et al. (2022) investigated the effect of process parameters on FSAM of AZ31B magnesium alloy, varying parameters such as tool linear velocity, deposition material feed rate, tool residence time and feed resistance time. Similarly, Verma et al. (2018) found that higher rotational speeds and lower traverse speeds resulted in finer grain sizes and improved mechanical properties in FSAM-deposited AZ31B magnesium alloy. Asadi et al. (2016); Raj et al. (2024) observed that FSAM-deposited AZ91 magnesium alloy exhibited refined grains and enhanced tensile strength when using a tapered pin tool and preheating temperature of 300°C. The impact of tool overrun on the mechanical and morphological properties of 2-plate laminate joints fabricated using Friction Stir Additive Manufacturing (FSAM) is one of the critical considerations for ensuring the quality and reliability of the joining process. Tool overrun, referring to the distance traveled by the tool beyond the joint interface during FSAM, can significantly influence joint integrity and performance. Excessive tool overrun may result in inadequate material mixing and bonding at the joint interface, leading to reduced tensile strength and fatigue resistance due to the presence of microstructural defects and stress concentration points. Moreover, improper tool overrun can alter material flow patterns within the joint zone, resulting in irregular weld seam morphology, surface defects, and non-uniform microstructures. To systematically investigate the impact of tool overrun, controlled FSAM experiments with varying tool traverse distances should be conducted and the process parameters should be optimized and hence control tool overrun to achieve high-quality, defect-free joints with tailored mechanical properties. This would aid in ensuring the reliability and performance of FSAM-fabricated 2-plate laminate components for diverse industrial applications.
The mechanism for the stringent process controls to minimize defects such as porosity, cracking, and intermetallic formation includes monitoring welding processes, such as visual inspection and post-weld examination. However, the said monitoring techniques have limitations in detecting defects in real-time and may not provide sufficient insight into the welding dynamics. Literature associated with the process monitoring of metal additive manufacturing process (MAM) has been depicted in Table 1. In recent years, there has been a growing interest in employing advanced monitoring techniques to enhance the quality and reliability of FSW of magnesium alloys. In-situ process monitoring techniques offer real-time feedback on the dynamic behavior of the FSAM process, which is particularly crucial for magnesium alloys due to their unique material properties and processing challenges. By systematically investigating this relationship, researchers can gain insights into the intricate mechanisms governing joint quality and performance in FSAM of magnesium ZE41 alloy. Bridging this gap in research holds significant potential for advancing process optimization strategies and ensuring the production of high-quality, defect-free joints in magnesium ZE41 alloy components fabricated via FSAM.
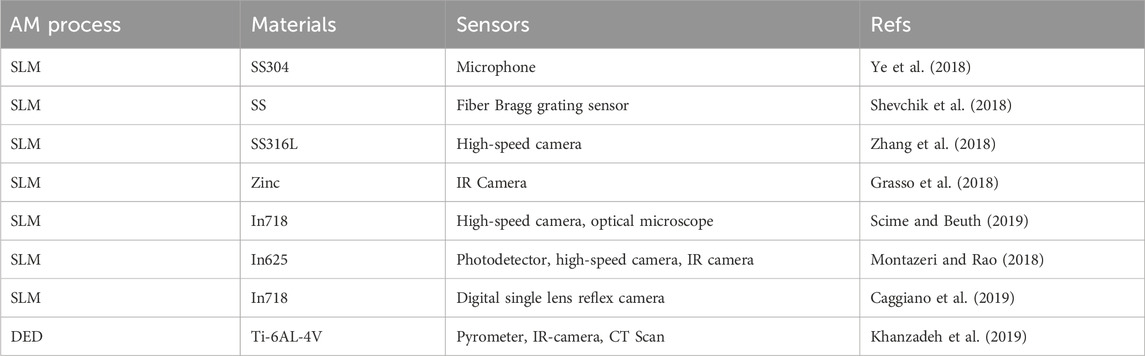
Table 1. Process monitoring of metal additive manufacturing process.
Several studies have demonstrated the effectiveness of AE monitoring for detecting defects and monitoring the welding process in various materials, including steel, aluminum, and titanium alloys. Also, there have been investigations on the optimization the various parameters such as rotational speed, traverse speed, and different tool runs to yield better mechanical properties. However, there still remains research gap in the domain of Friction Stir Additive Manufacturing (FSAM), particularly concerning magnesium ZE41 alloy wherein the output process parameters as well as the acoustic signal features have been considered simultaneously to obtain optimal processing conditions. However, this seems to be a complex problem and needs to be dealt with a dedicated decision support system. Decision support systems (DSS) can be pivotal in optimizing Friction Stir Additive Manufacturing (FSAM) process parameters considering simultaneously the mechanical properties and acoustic emission signal features that characterize the quality of the process. Incorporating acoustic emission (AE) characteristics such as peak amplitude, absolute energy, and centroid frequency significantly enriches the study by providing crucial insights into joint integrity and failure detection. Peak amplitude indicates the severity of damage events, with higher values signaling substantial stress, such as crack initiation or propagation. Absolute energy quantifies the total energy released during these events, offering a comprehensive view of cumulative damage, essential for understanding material degradation over time. Centroid frequency, which reflects the type of damage mechanism, helps distinguish between large-scale failures like crack growth and finer phenomena like micro-cracks. Collectively, these AE parameters facilitate real-time, non-destructive monitoring of structural health, making them vital for predicting and preventing joint failure. Hence, the other objective of the presented work is to propose a dedicated DSS that can consider the aforementioned critical aspects while providing optimal processing parameters.
The remainder of this article is structured as follows: Section 2 outlines the experimental methodology employed in this study, including the materials, equipment, and procedures used for FSW and AE monitoring. Section 3 presents the results and analysis of the experiments, focusing on the relationship between AE signals and welding parameters, as well as the detection of defects in the welded joints. Finally, Section 4 concludes the article with a summary of the key findings and recommendations for future research directions.
2 Methodology
This section of the presented work is segmented into two main parts for clarity and organization. Section 2.1 delineates the experimental setup, detailing the apparatus, procedures, and parameters employed in the experimentation. Meanwhile, Section 2.2 focuses on elucidating the proposed decision-support system, outlining its design, functionality, and potential application.
2.1 Experimental set-up
The experimentation involved the utilization of 5 mm magnesium ZE41 alloy plates as the feed material. This choice was made based on the desirable chemical composition and mechanical properties outlined in Tables 2, 3, respectively. To conduct the experiments, a specialized tapered cylindrical threaded tool, as depicted in Figure 1, was employed. The experiments were conducted utilizing a friction stir welding machine, with acoustic emission sensors utilized to capture signals during the experimental process. The experimental setup, as illustrated in Figure 1, was designed to ensure precise control and measurement throughout the experiments.

Table 2. Chemical composition of magnesium ZE41.

Table 3. Mechanical properties of magnesium ZE41.
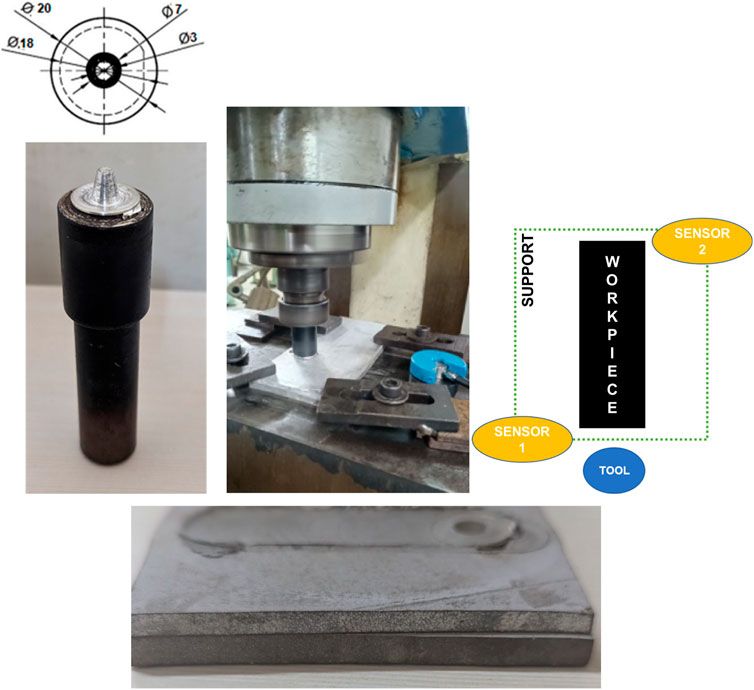
Figure 1. Tool pin profile used in the experimentation and the experimental set-up.
A standardized protocol was implemented across all experiments to maintain consistency and reliability of results. This protocol involved a dwelling time of 10 s, an axial downward force of 5 kN, and a 2.5° tool post tilt angle. To assess the impact of various process parameters on the outcomes, three distinct transverse speeds (20, 40, and 60 mm/min), two rotational speeds (500 and 1,200 rpm), and two tool overruns (0.5 days and 1 day) were systematically varied. Additionally, process outcomes such as tensile strength, % elongation at break, Brinell hardness, and acoustic emission characteristics including peak amplitude and centroid amplitude were evaluated. Incorporating acoustic emission (AE) characteristics such as peak amplitude and centroid frequency significantly enriches the study by providing crucial insights into joint integrity and failure detection. Peak amplitude indicates the severity of damage events, with higher values signaling substantial stress, such as crack initiation or propagation. Centroid frequency, which reflects the type of damage mechanism, helps distinguish between large-scale failures like crack growth and finer phenomena like micro-cracks. Collectively, these AE parameters facilitate real-time, non-destructive monitoring of structural health, making them vital for predicting and preventing joint failure.
The experimental design employed the L9 orthogonal array, facilitating nine experiments. This design offers a balanced and efficient approach to evaluating the effects of the aforementioned factors on the process outcomes. Each factor was assigned three runs at each level to ensure comprehensive coverage of the experimental space and reduce the potential for bias. The details of the experiments, including the specific combinations of process parameters tested, are presented in Table 4.
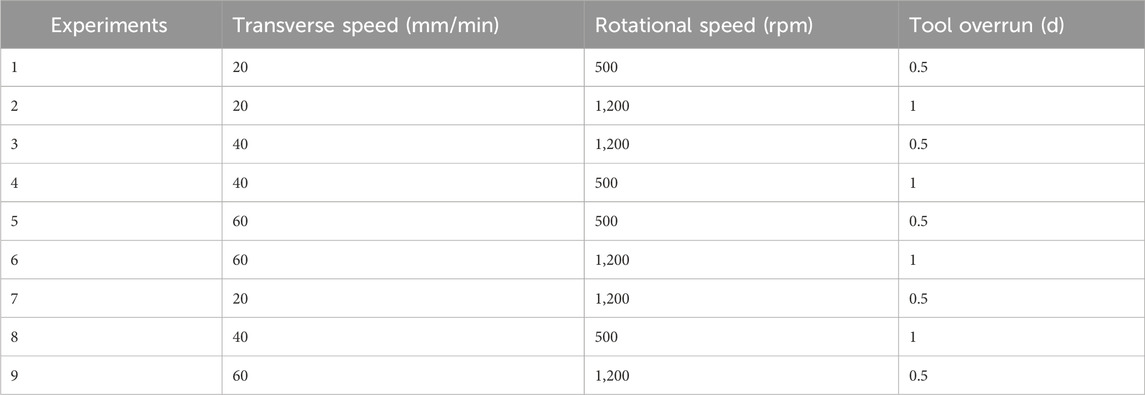
Table 4. Details of experiments.
Throughout the experimentation process, meticulous attention was paid to maintaining consistent testing conditions and ensuring accurate data collection. Acoustic emission sensors were utilized to capture signals generated during the welding process, providing valuable insights into the process dynamics and aiding in the analysis of process outcomes. The systematic variation of process parameters allowed for the identification of optimal settings for achieving desired welding characteristics and mechanical properties of the magnesium ZE41 alloy plates.
2.2 Proposed decision-support system
This section discusses the prerequisite definitions required to build-up the decision-support system. The proposed decision-making framework models the linguistic evaluations from the experts using T-Spherical fuzzy sets. T-Spherical fuzzy sets offer several advantages over other types of fuzzy sets, primarily due to their ability to model uncertainty and vagueness more effectively in certain applications. One key advantage is their capacity to represent uncertainty in a more symmetrical and uniform manner compared to other fuzzy sets, such as triangular or trapezoidal fuzzy sets. This symmetry can lead to smoother and more intuitive membership functions, facilitating easier interpretation and manipulation in fuzzy logic systems. Additionally, T-Spherical fuzzy sets exhibit a higher degree of flexibility in capturing uncertain or imprecise information, enabling them to handle a wider range of input data distributions with greater accuracy and precision. The ranking process has been accomplished using one of the versatile multi-criteria decision-making approach referred to as the TODIM (an acronym in Portuguese for Interative Multi-criteria Decision Making) approach. The TODIM (Interactive and Multicriteria Decision Making) method stands out among other Multi-Criteria Decision Making (MCDM) tools due to its unique ability to incorporate decision maker’s preferences, handle incomplete information, maintain transparency and intuitiveness, offer flexibility and adaptability, and enable sensitivity analysis. By allowing decision makers to express their preferences and attitudes towards risk, TODIM ensures that the final decision reflects subjective judgments, enhancing satisfaction and acceptance. Section 2.1.1 shreds light on the definitions associated with T-Spherical fuzzy sets. The conceptual framework regarding the TODIM approach has been enumerated in Section 2.2.2. Section 2.2.3 is about the proposed decision-support system.
2.2.1 Basic definitions
Definition 1:. Mahmood et al. (2019) T-Spherical fuzzy set can be defined as follows using Equation 1:
where the membership degree, non-membership degree and abstinence degree are denoted with
Definition 2:. Ju et al. (2021) the score value for a TSFN can be calculated using the formulation expressed in Equation 2.
The score values are used to compare two TSFNs. If
1)
2) In case
This can be determined through Equation 3:
Therefore, in continuation of the discussion made in Equation 2,
1.
2. In case
Definition 3:. Mahmood et al. (2019) the arithmetic operations between TSFNs can be expressed using Equations 4–7:
Definition 4:. Aczél and Alsina (1982) the Aczel-Alsina operation on two TSFNs can be described using the following Equations 8–11:
Definition 5:. Wang et al. (2023) the aggregation of a set of TSFNs using T-Spherical fuzzy Aczel-Alsina Weighted Hammy Mean (TSFAAWHM) operator can be performed through the following Equation 12:
where
2.2.2 The TODIM approach
The TODIM approach is one of the versatile decision-making approaches that consider the psychological behaviour of experts towards their potential ability to take risks. It is based on prospect theory and was proposed by Gomes and Lima (1992). The approach ranks the alternatives based on overall dominance score Equation 13:
wherein, δ(Ai, Aj) represents the dominance degree and can be obtained through the following Equation 14:
In Equation 15, the local dominance degree, represented as ϕc(Ai, Aj), of alternative Ai over Aj under a particular criteria c is obtained through the employability of Equation 15:
The loss of an alternative Ai over Aj is reflected in
2.2.3 The proposed approach
The decision-making frameworks that have been proposed in the present work is known as T-Spherical fuzzy Aczel-Alsina Weighted Hammy Mean (TSFAAWHM)-TODIM framework. Figure 2 depicts the procedural steps involved in the frameworks. The ensuing discussion is on the procedural steps involved in the proposed frameworks:
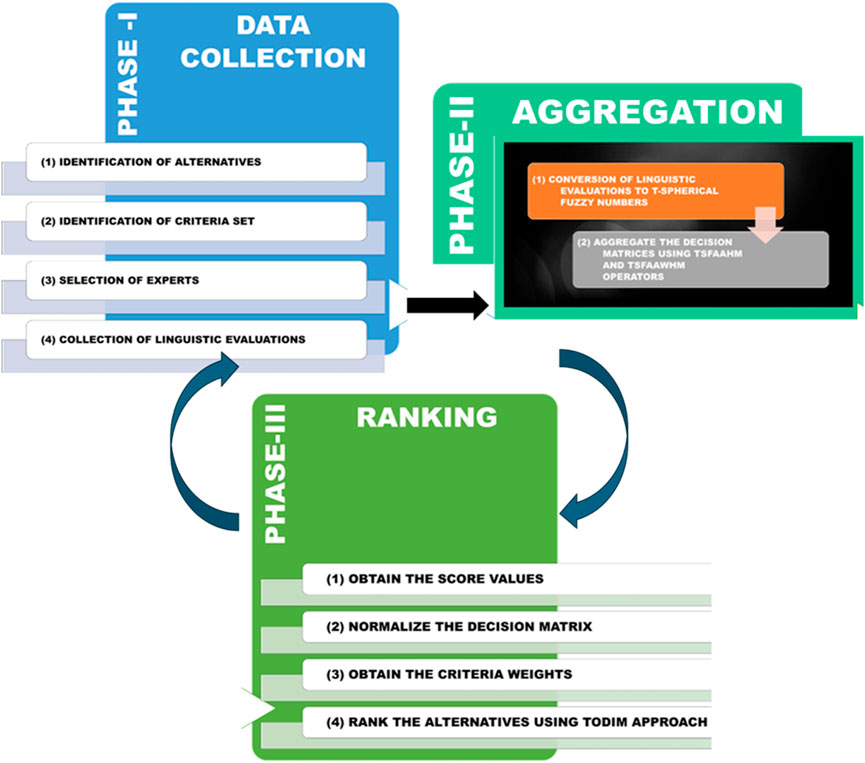
Figure 2. The procedural steps involved in the proposed frameworks.
Phase I involves data collection and consists of four main steps. Step 1 involves scrutinizing feasible alternatives associated with the case study. In the subsequent step (step 2), identifying the set of performance measures for appraisal is conducted. Step 3 entails selecting experts to evaluate the alternatives based on their expertise and domain knowledge. Within this step, subjective weighting of expert importance is determined. Step 4 comprises gathering evaluations from experts, which are in the form of linguistic assessments. This process constitutes step 4 of Phase I in the proposed decision-making frameworks.
Phase 2 involves consolidating the information obtained from various experts and comprises two steps. Step 1 involves converting linguistic evaluations from the experts into T-Spherical fuzzy numbers (TSFNs). Then, in step 2, the aggregated converted linguistic evaluations are processed through the TSFAAWHM operator, as illustrated in Equation 13.
Phase 3: In this phase of the frameworks, the scrutinized alternatives are appraised using the TODIM approach. This phase encompasses four steps. In Step 1, the score values are calculated using Equation 2. Once the score values have been calculated for all the elements of the aggregated decision-matrix, normalization is processed on the calculated values in step 2 of this phase. In step 3, criteria weights and relative criteria weights are obtained. The relative criteria weights can be calculated using Equation 16 as follows:
In the above formulation,
3 Results and discussion
The experimentation has been conducted based on the design of experiments showcased in Table 4. The applicability of the decision-support system aids in identifying the suitable set of process parameter that results in optimal mechanical properties.
Phase I: The possible scenarios are the nine experiments that have been conducted with different levels of input parameters. The performance parameters are the Tensile strength (C1), %Elongation at break (C2), Brinel hardness (C3) and acoustic emission characteristics such as peak amplitude (C4), centroid frequency (C5) and absolute energy (C6) derived from the recorded AE signals. One such recorded signal for experiment 1 has been shown in Figures 3, 4. The top view for the said experiment has been shown in Figure 5. Three experts have been chosen to provide their evaluations and depending on the quantum of experience and domain, following is the weight vector for them: w = (0.394, 0.274, 0.332)T. The evaluations from the expert 1 have been tabulated in Table 5.
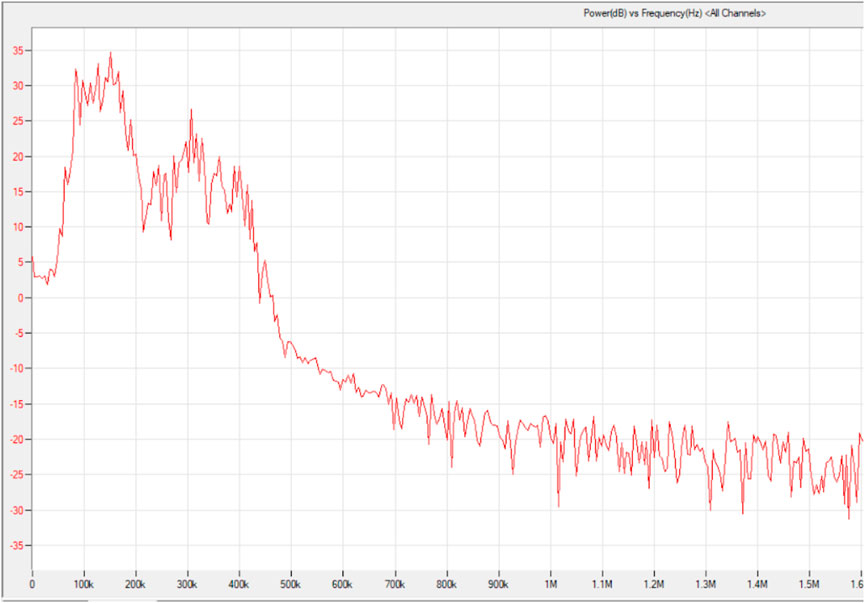
Figure 3. Power (dB) v/s Frequency curve for experiment 1.
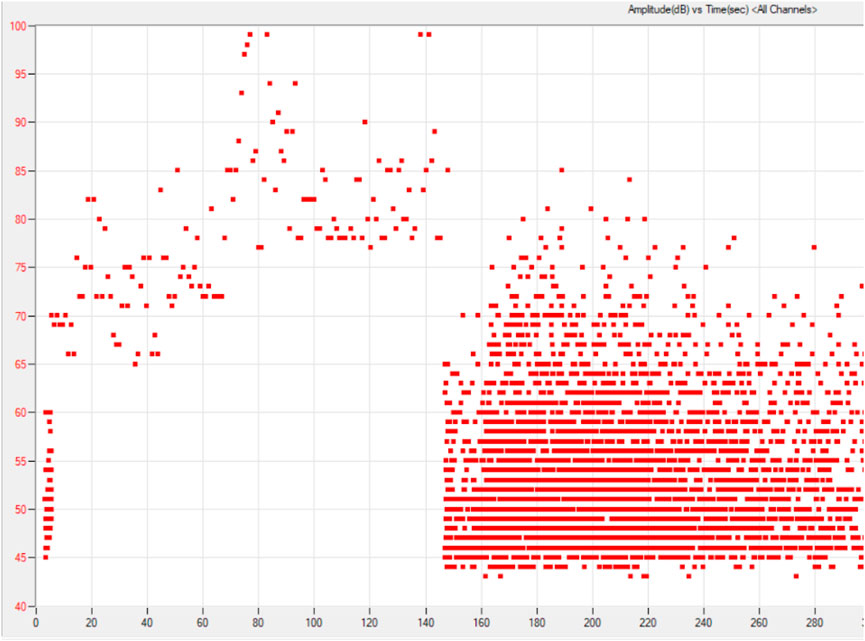
Figure 4. Amplitude v/s time curve for experiment 1.
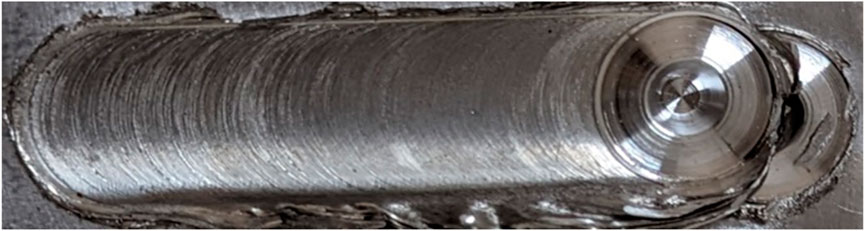
Figure 5. Top view of the carried-out experiment 1.
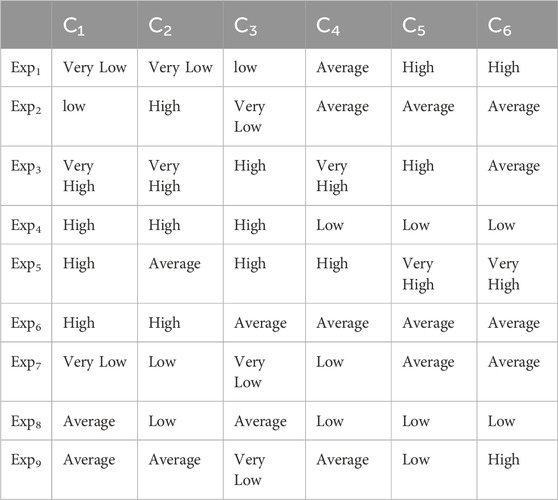
Table 5. Evaluation scores from expert 1.
Phase II: Steps (1–2) are pursued to arrive at the aggregated matrix using TSFAAWHM operator. This has been shown in Table 6.
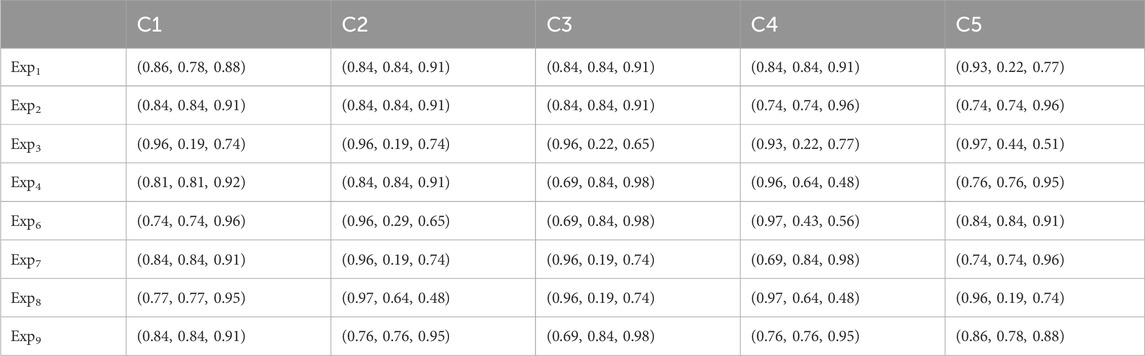
Table 6. The aggregated decision matrix obtained through the TSFAAWHM operator.
Phase 3: As per this phase, the considered experiments are appraised. The values obtained for criteria and relative criteria weights have been shown in Table 7. The overall dominance score and hence the ranks obtained through the proposed approach has been shown in Figure 6.

Table 7. Criteria and relative criteria weights derived using the proposed approach.

Figure 6. (a) Overall prospect value and (b) rankings of the experiments.
As per the ranking results derived using the proposed approach, experiment 4 is the best performing of all whereas experiment 9 is the last possible option that can be chosen. This is also evident from the microstructural image (Figure 7) for experiment 4 where in lease defects have been observed.
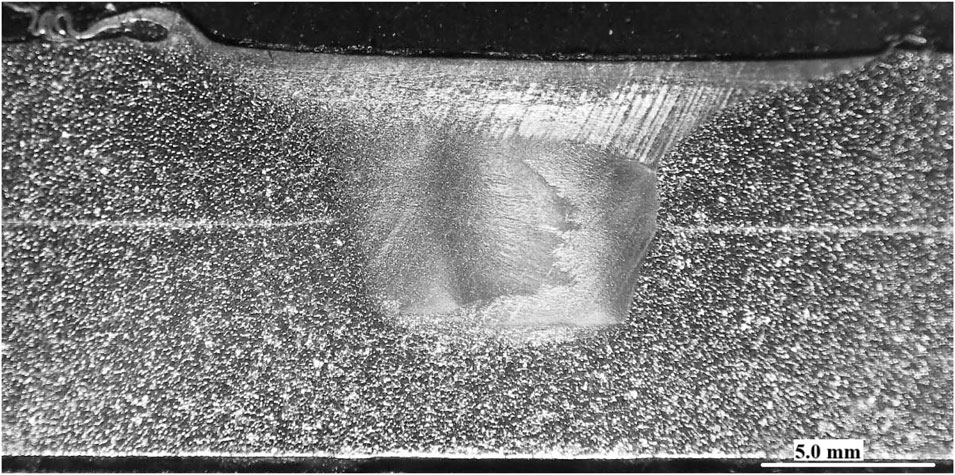
Figure 7. Macrostructural image for experiment 4.
3.1 Reliability analysis of the obtained results
To ensure the credibility of the ranking outcomes, thorough sensitivity analyses were conducted on both decision-making frameworks. These analyses focused on examining the impact of changes in the attenuation factor and criteria weights. By systematically varying these parameters, the robustness of the ranking results was evaluated. Such meticulous scrutiny allows for a comprehensive understanding of how alterations in key factors influence the final rankings. Through these sensitivity analyses, the reliability and stability of the decision-making process are validated, enhancing confidence in the accuracy and integrity of the obtained rankings.
3.1.1 Sensitivity analysis w.r.t attenuation factor
The attenuation factor plays a crucial role in the sensitivity analysis of ranking results, as it directly influences the degree of influence that distant data points exert on the ranking outcome. In the context of decision-making frameworks, the attenuation factor determines the extent to which the importance of criteria diminishes with increasing distance from the decision point.
By systematically varying the attenuation factor across a range of values, such as 0.1, 1, 2, 5, 10, and 50, the sensitivity analysis examines how different degrees of attenuation impact the prospect value and subsequent ranking results. The results of this analysis are often visually presented, as showcased in Figure 8, allowing for clear visualization and interpretation of the observed variations.
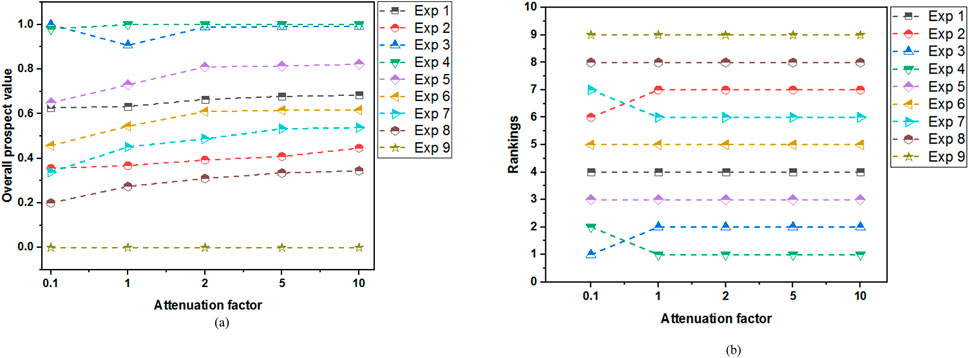
Figure 8. Sensitivity analysis results for the obtained rankings (a) Prospect value v/s Risk factor (b) Ranking results v/s Risk factor.
In conducting the sensitivity analysis, attention is particularly focused on higher values of the attenuation factor. Here, even slight variations in the ranking results can have significant implications for decision-making processes. For instance, higher attenuation factors tend to down weight the influence of distant data points, potentially leading to shifts in the ranking order or changes in the relative importance of criteria.
Through this meticulous examination of the attenuation factor’s impact, decision-makers gain valuable insights into the robustness and stability of the ranking outcomes. Understanding how changes in the attenuation factor affect the ranking results enhances confidence in the reliability of the decision-making process, enabling informed and strategic decision-making. Moreover, this analysis contributes to the optimization of the decision-making framework, ensuring that it accurately reflects the underlying objectives and preferences of the decision-makers.
3.1.2 Sensitivity analysis w.r.t attenuation factor
Figure 9 illustrates the stability of ranking results under varying criteria weights. Despite changes in weights, the ranking order remains consistent. This indicates the robustness of the decision-making process, as the relative importance of criteria fluctuates. Stable ranking results ensure confidence in the validity and reliability of the decision-making framework, facilitating informed choices. The depiction of these results in Figure 9 offers visual confirmation of the stability of rankings across different weight configurations, providing valuable insights for decision-makers.
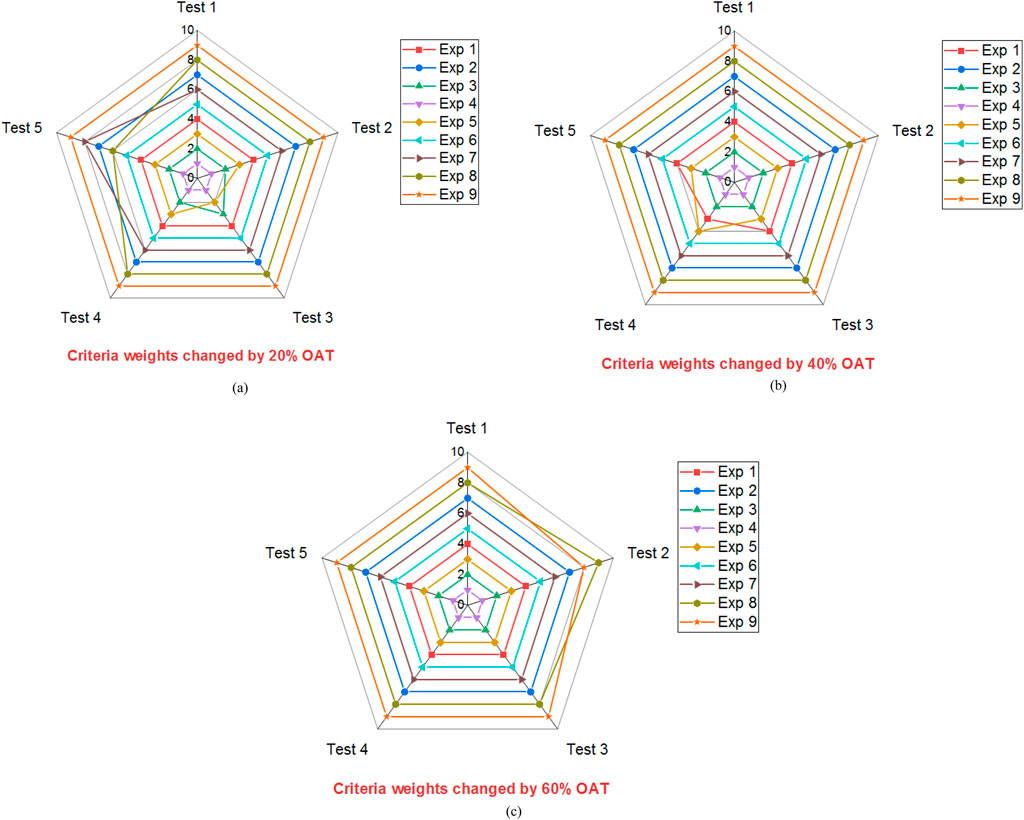
Figure 9. Sensitivity analysis w.r.t. Criteria weights for the ranking results (a) 20% OAT (b) 40% OAT and (c) 60% OAT.
3.2 Comparative analysis
In this section of the work, comparative analysis of the proposed approach with that of the existing approaches has been carried out to further validate the outcomes. For this, two past case studies have been solved using the proposed approach and the results have been compared using the spearman’s correlation coefficient.
3.2.1 Case study-1 (selection of additive manufacturing process for the automotive industry)
The present case has been adopted from Menekse et al. (2023) and relates to the selection of additive manufacturing process for the automotive industry. Seven additive manufacturing processes (Vat photopolymerization, Material extrusion, Material jetting, Binder jetting, Powder bed fusion, Direct energy deposition, Sheet lamination) were ranked using Pythagorean Fuzzy EDAS approach based on eight criteria. Following ranking order was established by Menekse et al. (2023): Direct energy deposition > Binder jetting > Powder bed fusion > Material jetting > Vat photopolymerization > Material extrusion > Sheet lamination. The similar case has been solved using our proposed approach and following ranking order has been established by: Direct energy deposition > Binder jetting > Material jetting > Powder bed fusion > Vat photopolymerization > Material extrusion > Sheet lamination. Spearman correlation coefficient of 0.86 suggests a stringer correlation between the ranking results obtained using both the approaches.
3.2.2 Case study-2 (optimization of process parameters for 3D printed impeller)
The present case has been adopted from Raj et al. (2024) and relates to the optimization of process parameters for 3D printed impeller. Five experiments having different levels of input process parameters (Print speed, Travel speed, Layer height, Infill density, Extruder temperature and Platform temperature) were appraised using Fuzzy-AHP-TOPSIS approach based on following output process parameters: ultimate tensile strength, Young’s modulus, ultimate flexural strength and ultimate compressive strength. Following ranking order was established by Raj et al. (2024): S3 > S2 > S5 > S4 > S1. The similar case has been solved using our proposed approach and following ranking order has been established by: S3 > S2 > S4 > S5 > S1. Spearman correlation coefficient of 0.90 suggests a stringer correlation between the ranking results obtained using both the approaches.
4 Conclusion
The present work proposes to optimize the process parameters for Friction Stir Additive Manufacturing Processed Magnesium Alloy ZE41, which holds significant industrial importance due to its exceptional combination of properties, including high strength, excellent corrosion resistance, and lightweight nature. One of the input process parameters considered during the investigation was that of tool over run in addition to the transverse speed and rotational speed of the tool. The process has been optimized for mechanical properties such as tensile strength, %elongation at break and Brinel hardness. The quality of the processed alloy have been monitored through the acoustic emission signals and hence the various features such as peak amplitude, centroid frequency and absolute energy have also been considered as output process parameters. Since the considered parameters are mix of quantitative and qualitative data, a dedicated decision support system has been proposed to rank various experiments and deduce the optimal processing parameters. In the proposed DSS, the linguistic evaluations from the experts regarding the output process parameters have been modeled through T-spherical fuzzy sets and the rankings of the various experiments have been deduced through the TODIM approach. To evaluate the impact of process parameters, three transverse speeds (20, 40, and 60 mm/min), two rotational speeds (500 and 1,200 rpm), and two tool overruns (0.5 days and 1 day) were systematically varied. It was revealed that experiment 4 is the best while experiment 9 was the least favourable option. The sensitivity analysis revealed the robustness of the proposed DSS. The entire process can be adopted to optimize other manufacturing processes and hence aid industries in evolving high quality products for their consumers.
While the research on optimizing process parameters for Friction Stir Additive Manufacturing (FSAM) of Magnesium Alloy ZE41 has yielded valuable insights, certain limitations warrant discussion. First, the scope of input parameters considered—limited to tool overrun, transverse speed, and rotational speed—means other influential factors like cooling rates, tool tilt angles, and axial force were not explored. These factors could further influence mechanical properties such as tensile strength and hardness but were excluded from the current analysis. Second, the study focuses on a specific material, ZE41 magnesium alloy, which limits the generalizability of the results. Magnesium alloys possess unique properties, and the optimized parameters may not directly apply to other alloys or composite materials. Another limitation arises from the reliance on expert evaluations, which, although modeled using a decision support system (DSS) with T-spherical fuzzy sets and the TODIM approach, are subjective. The quality of these evaluations is influenced by the expertise and consistency of the evaluators, which can introduce a degree of variability.
Future research in Friction Stir Additive Manufacturing (FSAM) of magnesium alloys like ZE41 could focus on several areas to expand the knowledge and practical applications of the process. Exploring additional process parameters, such as tool tilt angle, cooling rate, and axial force, could provide further insights into optimizing mechanical properties and acoustic emission characteristics. The current study mainly focuses on tool overrun, transverse speed, and rotational speed; however, these other variables could influence the material’s microstructure and performance. Additionally, expanding the research to include different materials or composite materials could yield innovative results. For instance, hybrid composites incorporating reinforcements like carbon fibers, metallic nanoparticles, or ceramic particles could enhance the properties of magnesium alloys, improving their mechanical strength, thermal resistance, and durability. Another potential research avenue could involve studying the effect of environmental conditions, such as temperature and humidity, on the FSAM process and the resultant material properties. By conducting multi-objective optimization using advanced decision-making techniques, such as machine learning integrated DSS, the efficiency of ranking the experiments could be further improved. Finally, the process could be extended to optimize FSAM for different applications, such as aerospace, automotive, or biomedical fields, where lightweight and high-strength materials are crucial. This would aid industries in producing high-quality, application-specific products, thus pushing the frontiers of FSAM technology.
Data availability statement
The original contributions presented in the study are included in the article/supplementary material, further inquiries can be directed to the corresponding author.
Author contributions
DZ: Conceptualization, Formal Analysis, Investigation, Methodology, Resources, Supervision, Visualization, Writing – original draft, Writing – review and editing. AL: Conceptualization, Formal Analysis, Investigation, Methodology, Resources, Supervision, Visualization, Writing – original draft, Writing – review and editing. AJ: Formal Analysis, Investigation, Writing – original draft. RČ: Conceptualization, Formal Analysis, Methodology, Supervision, Visualization, Writing – review and editing. KL: Conceptualization, Formal Analysis, Visualization, Writing – review and editing.
Funding
The author(s) declare that financial support was received for the research and/or publication of this article. The authors extend their acknowledgment to the financial support of the European Union under the REFRESH-Research Excellence For Region Sustainability and High-tech Industries project number CZ.10.03.01/00/22_003/0000048 via the Operational Program Just Transition and has been done in connection with project Students Grant Competition SP2025/062 “Specific research on progressive and sustainable production technologies” and SP2025/063 “Specific research on innovative and progressive manufacturing technologies” financed by the Ministry of Education, Youth and Sports and Faculty of Mechanical Engineering VŠB-TUO. DZ, AKL, and AJ also acknowledges the support (File Number: SSN/IFFP/DECEMBER 202111-21109) and the lab facilities given by SSN Trust to carry out the experimental work.
Conflict of interest
The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Publisher’s note
All claims expressed in this article are solely those of the authors and do not necessarily represent those of their affiliated organizations, or those of the publisher, the editors and the reviewers. Any product that may be evaluated in this article, or claim that may be made by its manufacturer, is not guaranteed or endorsed by the publisher.
References
Aczél, J., and Alsina, C. (1982). Characterizations of some classes of quasilinear functions with applications to triangular norms and to synthesizing judgements. Aequationes Math. 25 (1), 313–315. doi:10.1007/bf02189626
Asadi, P., Akbari, M., Givi, M. K. B., and Panahi, M. S. (2016). Optimization of AZ91 friction stir welding parameters using Taguchi method. Proc. Institution Mech. Eng. Part L J. Mater. Des. Appl. 230 (1), 291–302. doi:10.1177/1464420715570987
Caggiano, A., Zhang, J., Alfieri, V., Caiazzo, F., Gao, R., and Teti, R. (2019). Machine learning-based image processing for on-line defect recognition in additive manufacturing. CIRP Ann. 68 (1), 451–454. doi:10.1016/j.cirp.2019.03.021
Chaudhary, B., Jain, N. K., Murugesan, J., and Patel, V. (2023a). Friction stir powder additive manufacturing of Al 6061 alloy: enhancing microstructure and mechanical properties by reducing thermal gradient. J. Mater. Res. Technol. 26, 1168–1184. doi:10.1016/j.jmrt.2023.07.270
Chaudhary, B., Patel, M., Kumar Jain, N., Murugesan, J., and Patel, V. (2023b). Friction stir powder additive manufacturing of Al 6061/FeCoNi and Al 6061/Ni metal matrix composites: reinforcement distribution, microstructure, residual stresses, and mechanical properties. J. Mater. Process. Technol. 319, 118061. doi:10.1016/j.jmatprotec.2023.118061
Dai, G., Yan, Q., Niu, F., Yao, J., Guo, Y., Sun, Z., et al. (2024). Refined microstructure and enhanced mechanical performance of hybrid additive manufacturing Al-Cu-Mg alloys by multi-cycle friction stirring processing. J. Manuf. Process. 112, 248–262. doi:10.1016/j.jmapro.2024.01.032
Derazkola, H. A., Khodabakhshi, F., and Simchi, A. (2020). Evaluation of a polymer-steel laminated sheet composite structure produced by friction stir additive manufacturing (FSAM) technology. Polym. Test. 90, 106690. doi:10.1016/j.polymertesting.2020.106690
Dixit, A. R., Srivastava, A. K., Dwivedi, S., Nag, A., and Hloch, S. (2023). An investigation on microstructural features and bonding strength of magnesium-based multifunctional laminated composite developed by friction stir additive manufacturing. Int. J. Adv. Manuf. Technol. 128 (1-2), 531–546. doi:10.1007/s00170-023-11911-2
Gomes, L. F. A. M., and Lima, M. M. P. P. (1992). From modeling individual preferences to multicriteria ranking of discrete alternatives: a look at prospect theory and the additive difference model. Found. Comput. Decis. Sci. 17 (3), 171–184.
Grasso, M., Demir, A. G., Previtali, B., and Colosimo, B. M. (2018). In situ monitoring of selective laser melting of zinc powder via infrared imaging of the process plume. Robotics Computer-Integrated Manuf. 49, 229–239. doi:10.1016/j.rcim.2017.07.001
Hu, Y., Sun, Y., He, J., Fang, D., Zhu, J., and Meng, X. (2022). Effect of friction stir processing parameters on the microstructure and properties of ZK60 magnesium alloy. Mater. Res. Express 9 (1), 016508. doi:10.1088/2053-1591/ac475e
Jiang, T., Jiao, T., Dai, G., Shen, Z., Guo, Y., Sun, Z., et al. (2023). Microstructure evolution and mechanical properties of 2060 Al-Li alloy via friction stir additive manufacturing. J. Alloys Compd. 935, 168019. doi:10.1016/j.jallcom.2022.168019
Jie, Y., Liubing, C., Guoqing, D., Yanhua, G., Wenya, L., Chang, H., et al. (2024). Microstructure evolution and mechanical property enhancement of friction stir additive manufactured Ti6Al4V alloy. J. Alloys Compd. 987, 174147. doi:10.1016/j.jallcom.2024.174147
Joshi, S. S., Patil, S. M., Mazumder, S., Sharma, S., Riley, D. A., Dowden, S., et al. (2022a). Additive friction stir deposition of AZ31B magnesium alloy. J. Magnesium Alloys 10 (9), 2404–2420. doi:10.1016/j.jma.2022.03.011
Joshi, S. S., Sharma, S., Radhakrishnan, M., Pantawane, M. V., Patil, S. M., Jin, Y., et al. (2022). A multi modal approach to microstructure evolution and mechanical response of additive friction stir deposited AZ31B Mg alloy. Sci. Rep. 12 (1), 13234.b. doi:10.1038/s41598-022-17566-5
Ju, Y., Liang, Y., Luo, C., Dong, P., Gonzalez, E. D. R. S., and Wang, A. (2021). T-spherical fuzzy TODIM method for multi-criteria group decision-making problem with incomplete weight information. Soft Comput. 25, 2981–3001. doi:10.1007/s00500-020-05357-x
Kalashnikov, K., Chumaevskii, A., Kalashnikova, T., Cheremnov, A., Moskvichev, E., Amirov, A., et al. (2021). Friction stir processing of additively manufactured Ti-6Al-4V alloy: structure modification and mechanical properties. Metals 12 (1), 55. doi:10.3390/met12010055
Khanzadeh, M., Chowdhury, S., Tschopp, M. A., Doude, H. R., Marufuzzaman, M., and Bian, L. (2019). In-situ monitoring of melt pool images for porosity prediction in directed energy deposition processes. IISE Trans. 51 (5), 437–455. doi:10.1080/24725854.2017.1417656
Lin, J., Zhang, Da T., Zhang, W., and Qiu, C. (2017). Microstructure and mechanical properties of ZK60 magnesium alloy prepared by multi-pass friction stir processing. Mater. Sci. Forum 898, 278–283. doi:10.4028/www.scientific.net/msf.898.278
Luo, X., Cao, G., Zhang, W., Qiu, C., and Zhang, D. (2017). Ductility improvement of an AZ61 magnesium alloy through two-pass submerged friction stir processing. Materials 10 (3), 253. doi:10.3390/ma10030253
Luo, X. C., Zhang, D. T., Zhang, W. W., Qiu, C., and Chen, D. L. (2018). Tensile properties of AZ61 magnesium alloy produced by multi-pass friction stir processing: effect of sample orientation. Mater. Sci. Eng. A 725, 398–405. doi:10.1016/j.msea.2018.04.017
Mahmood, T., Ullah, K., Khan, Q., and Jan, N. (2019). An approach toward decision-making and medical diagnosis problems using the concept of spherical fuzzy sets. Neural Comput. Appl. 31, 7041–7053. doi:10.1007/s00521-018-3521-2
Menekse, A., Veysel Ertemel, A., Camgoz Akdag, H., and Ali, G. (2023). Additive manufacturing process selection for automotive industry using Pythagorean fuzzy CRITIC EDAS. Plos one 18 (3), e0282676. doi:10.1371/journal.pone.0282676
Montazeri, M., and Rao, P. (2018). Sensor-based build condition monitoring in laser powder bed fusion additive manufacturing process using a spectral graph theoretic approach. J. Manuf. Sci. Eng. 140 (9), 091002. doi:10.1115/1.4040264
Raj, A., Bobby, T., Arpit, K., Ayushman, P., Amrit, S., Ankit, , and Rahul, S. S. (2024). “Optimization of Cartesian and polar 3D printer structures using finite element analysis: a comparative study on material selection and design enhancement.” Proceedings of the Indian National Science Academy, 1–17.
Roodgari, M. R., Jamaati, R., and Aval, H. J. (2020). Fabrication of a 2-layer laminated steel composite by friction stir additive manufacturing. J. Manuf. Process. 51, 110–121. doi:10.1016/j.jmapro.2020.01.031
Scime, L., and Beuth, J. (2019). Using machine learning to identify in-situ melt pool signatures indicative of flaw formation in a laser powder bed fusion additive manufacturing process. Addit. Manuf. 25, 151–165. doi:10.1016/j.addma.2018.11.010
Shevchik, S. A., Kenel, C., Leinenbach, C., and Wasmer, K. (2018). Acoustic emission for in situ quality monitoring in additive manufacturing using spectral convolutional neural networks. Addit. Manuf. 21, 598–604. doi:10.1016/j.addma.2017.11.012
Verma, J., Taiwade, R. V., Reddy, C., and Khatirkar, R. K. (2018). Effect of friction stir welding process parameters on Mg-AZ31B/Al-AA6061 joints. Mater. Manuf. Process. 33 (3), 308–314. doi:10.1080/10426914.2017.1291957
Wang, H., Xu, T., Feng, L., Mahmood, T., and Ullah, K. (2023). Aczel–alsina hamy mean aggregation operators in T-spherical fuzzy multi-criteria decision-making. Axioms 12 (2), 224. doi:10.3390/axioms12020224
Wlodarski, S., Avery, D. Z., White, B. C., Mason, C. J. T., Cleek, C., Williams, M. B., et al. (2021). Evaluation of grain refinement and mechanical properties of additive friction stir layer welding of AZ31 magnesium alloy. J. Mater. Eng. Perform. 30, 964–972. doi:10.1007/s11665-020-05394-5
Yang, J., Ni, D. R., Wang, D., Xiao, B. L., and Ma, Z. Y. (2014). Friction stir welding of as-extruded Mg–Al–Zn alloy with higher Al content. Part II: influence of precipitates. Mater. Charact. 96, 135–141. doi:10.1016/j.matchar.2014.08.001
Ye, D., Hong, G. S., Zhang, Y., Zhu, K., and Fuh, J. Y. H. (2018). Defect detection in selective laser melting technology by acoustic signals with deep belief networks. Int. J. Adv. Manuf. Technol. 96, 2791–2801. doi:10.1007/s00170-018-1728-0
Keywords: friction stir additive manufacturing, magnesium alloy ZE41, additive manufacturing, TODIM, acoustic emission
Citation: Zindani D, Lakshminarayanan AK, Joshua A, Čep R and Logesh K (2025) Acoustic emission approach to optimize friction stir additive manufacturing process for magnesium alloy ZE41. Front. Mech. Eng. 11:1412251. doi: 10.3389/fmech.2025.1412251
Received: 04 April 2024; Accepted: 22 May 2025;
Published: 03 June 2025.
Edited by:
Amit Bandyopadhyay, Washington State University, United StatesReviewed by:
Yongle Sun, Cranfield University, United KingdomSantosh Kumar, Dr. D.Y. Patil Vidyapeeth, India
Copyright © 2025 Zindani, Lakshminarayanan, Joshua, Čep and Logesh. This is an open-access article distributed under the terms of the Creative Commons Attribution License (CC BY). The use, distribution or reproduction in other forums is permitted, provided the original author(s) and the copyright owner(s) are credited and that the original publication in this journal is cited, in accordance with accepted academic practice. No use, distribution or reproduction is permitted which does not comply with these terms.
*Correspondence: Divya Zindani, emluZGFuaWRpdnlhQGdtYWlsLmNvbQ==, ZGl2eWF6aW5kYW5pQHNzbi5lZHUuaW4=