 Eric Wycisk
Eric Wycisk Shafaqat Siddique
Shafaqat Siddique Dirk Herzog1
Dirk Herzog1 Frank Walther
Frank Walther- 1Institute of Laser and System Technologies (iLAS), Hamburg University of Technology, Hamburg, Germany
- 2Department of Materials Test Engineering (WPT), TU Dortmund University, Dortmund, Germany
Additive manufacturing technologies are in the process of establishing themselves as an alternative production technology to conventional manufacturing, such as casting or milling. Especially laser additive manufacturing (LAM) enables the production of metallic parts with mechanical properties comparable to conventionally manufactured components. Due to the high geometrical freedom in LAM, the technology enables the production of ultra-light weight designs, and therefore gains increasing importance in aircraft and space industry. The high quality standards of these industries demand predictability of material properties for static and dynamic load cases. However, fatigue properties especially in the very high cycle fatigue (VHCF) regime until 109 cycles have not been sufficiently determined yet. Therefore, this paper presents an analysis of fatigue properties of laser additive manufactured Ti–6Al–4V under cyclic tension–tension until 107 cycles and tension–compression load until 109 cycles. For the analysis of laser additive manufactured titanium alloy Ti–6Al–4V, Woehler fatigue tests under tension–tension and tension–compression were carried out in the high cycle and VHCF regime. Specimens in stress-relieved as well as hot-isostatic-pressed conditions were analyzed regarding crack initiation site, mean stress sensitivity, and overall fatigue performance. The determined fatigue properties show values in the range of conventionally manufactured Ti–6Al–4V with particularly good performance for hot-isostatic-pressed additive-manufactured material. For all conditions, the results show no conventional fatigue limit but a constant increase in fatigue life with decreasing loads. No effects of test frequency on life span could be determined. However, independently of testing principle, a shift of crack initiation from surface to internal initiation could be observed with increasing cycles to failure.
Introduction
Additive manufacturing technologies are no longer restricted to prototyping but establish themselves as manufacturing technologies for functional parts with properties comparable to conventionally manufactured components. Since the digital process chain and layer wise manufacturing principle of additive manufacturing technologies enable an economic production of small lot sizes and complex geometries additive manufacturing is commonly used in the production of synthetic components from polyamide as well as dental prostheses and implants from metal (Emmelmann et al., 2011c; Gebhardt, 2007; Wohlers, 2013). Especially technologies, such as laser additive manufacturing (LAM), are capable of producing metal components with properties necessary for serial production. In LAM, the energy of a laser beam is used to selectively melt metal powder of a single composition alloy layer by layer. The high energy of the laser beam enables a full melting of the powder particles and consequently creates solid material with a density larger than 99.5% (Meiners, 1999; Over, 2003). Additionally to economic production of small lot sizes, LAM enables the production of innovative lightweight structures with weight savings of up to 50% compared to conventional designs by utilizing new design approaches and the use of numerical optimization algorithms combined with the design flexibility of additive manufacturing (Emmelmann et al., 2011a,b). This potential recently accelerated the introduction of LAM as an alternative to conventional manufacturing technologies in the aircraft and space industry (Wohlers, 2013). Due to its high specific strength and corrosion resistance, the titanium alloy Ti–6Al–4V is of particular interest for lightweight designs in aerospace applications. The high demand on quality and structural integrity in this industry, however, requires, particularly with regard to dynamic load cases, a detailed investigation of the fatigue behavior of laser additive manufactured Ti–6Al–4V. Regardless of the need for reliable fatigue data, current state-of-the-art is predominantly marked by investigations on process stability and capability (Wirtz, 2005; Yasa, 2011), reduction of residual stresses during manufacturing (Munsch, 2013), and studies on static mechanical properties (Wirtz, 2005; Vlcek, 2006, 2007; Facchini et al., 2010; Kausch, 2013). Only recently investigations on fatigue behavior came into the focus of research (Vlcek, 2007; Brandl, 2010; Van Hooreweder et al., 2012; Wycisk et al., 2012a,b; Kausch, 2013; Leuders et al., 2013; Edwards and Ramulu, 2014). The existing studies, however, have been concentrating on fatigue properties until 107 cycles neglecting the investigation of the material behavior in the very high cycle fatigue (VHCF) regime until 109 cycles. To broaden the understanding of the fatigue behavior of laser additive manufactured Ti–6Al–4V beyond conventional investigations, this paper presents an analysis of fatigue properties under cyclic tension–compression load until 109 cycles. For the analysis of laser additive manufactured titanium alloy Ti–6Al–4V, Woehler fatigue tests under tension–tension and tension–compression were carried out in the high cycle fatigue (HCF) and VHCF regime. Specimens in stress-relieved as well as hot-isostatic-pressed conditions were analyzed regarding crack initiation site, mean stress sensitivity, and overall fatigue performance.
Laser Additive Manufactured Ti–6Al–4V and Experimental Methods
Production of all specimens analyzed in this study was done on a commercially available manufacturing system M270 from EOS. Frequent machine maintenance and laser power measurements ensure process reproducibility across all manufacturing batches. The specimens were built under Argon atmosphere in an upright standing position (90°) with 200 W laser power, a layer thickness of 30 μm, and an energy density E = 45.33 J/mm3. Powder material used for the production of specimen was obtained from EOS with a grain size distribution of 20–63 μm. To relief process-induced internal stresses and improve fatigue properties, the specimens were either treated with a stress relief treatment at 650°C for 3 h in vacuum or with a hot-isostatic-pressing process (HIP) at 920°C and 1000 bar pressure for 2 h. All specimens were manufactured with a material allowance and finished with machining processes to final geometry after the heat treatment. Machining was performed with constant cutting parameters for all batches and completed by manual grinding and polishing. The manual finish was performed in three steps with 2 min each. For finishing, grinding paper size 2000 and 5000 and a diamond polishing paste with grain size of 3 ± 0.5 μm were used.
The fatigue behavior is characterized with constant amplitude tests under tension–tension (R = 0.1) and tension–compression (R = −1) load. The experimental planning and statistical analysis of the fatigue data are performed in accordance to ISO 12107:2012 (2012). Investigations at R = 0.1 were carried out on a servo-hydraulic test rig from MTS at 50 Hz. Tension–compression tests in the HCF regime were carried out on a resonance testing machine by Rumul at 59 Hz. VHCF tests were done on an ultrasonic fatigue testing system (USF-2000 by Shimadzu) at a frequency of f = 20 kHz. To eliminate effects from elevated temperatures due to the high test frequency at VHCF testing, the specimens were tested with pulse-pause mode and cooled with air during testing. The pulse-pause mode was set to 1:1 with the testing system set in resonance for 200 ms and stopped testing for 200 ms to let the specimen cool down.
Results and Discussion
Microstructure and Mechanical Properties
Figure 1 displays the microstructure of the manufactured specimens after stress relieve treatment at 650°C in the building direction (z) and in plane with the manufacturing layers (x,y). The additive manufactured material shows columnar grains of prior β – phase in orientation of the building direction. With approximately 100 μm the grain thickness corresponds to the melting width in the manufacturing process. The microstructure of additive manufactured Ti–6Al–4V is predominantly controlled by the high cooling rate in the manufacturing process generating a very fine lamellar microstructure consisting completely of α – phase and α′ – martensite. The size of the α – lamellae was measured using a light microscope Olympus GX51 and the corresponding Olympus Stream software. Single α – lamellae showing a thickness of <1 μm. Hot-isostatic-pressing results in a coarsening of the lamellar microstructure with an α – lamellae thickness of approximately 4 μm and the formation of small amounts of β – phase in between single α – lamellae (compare Figure 1). The defined structure of columnar grains is disappearing with the heat treatment at elevated temperatures. Also, prior observed gas porosity and process inherent defects from insufficient bonding are minimized by the heat treatment at high pressure. The observed microstructure corresponds to findings in other investigations of laser additive manufactured Ti–6Al–4V (Facchini et al., 2010; Leuders et al., 2013).
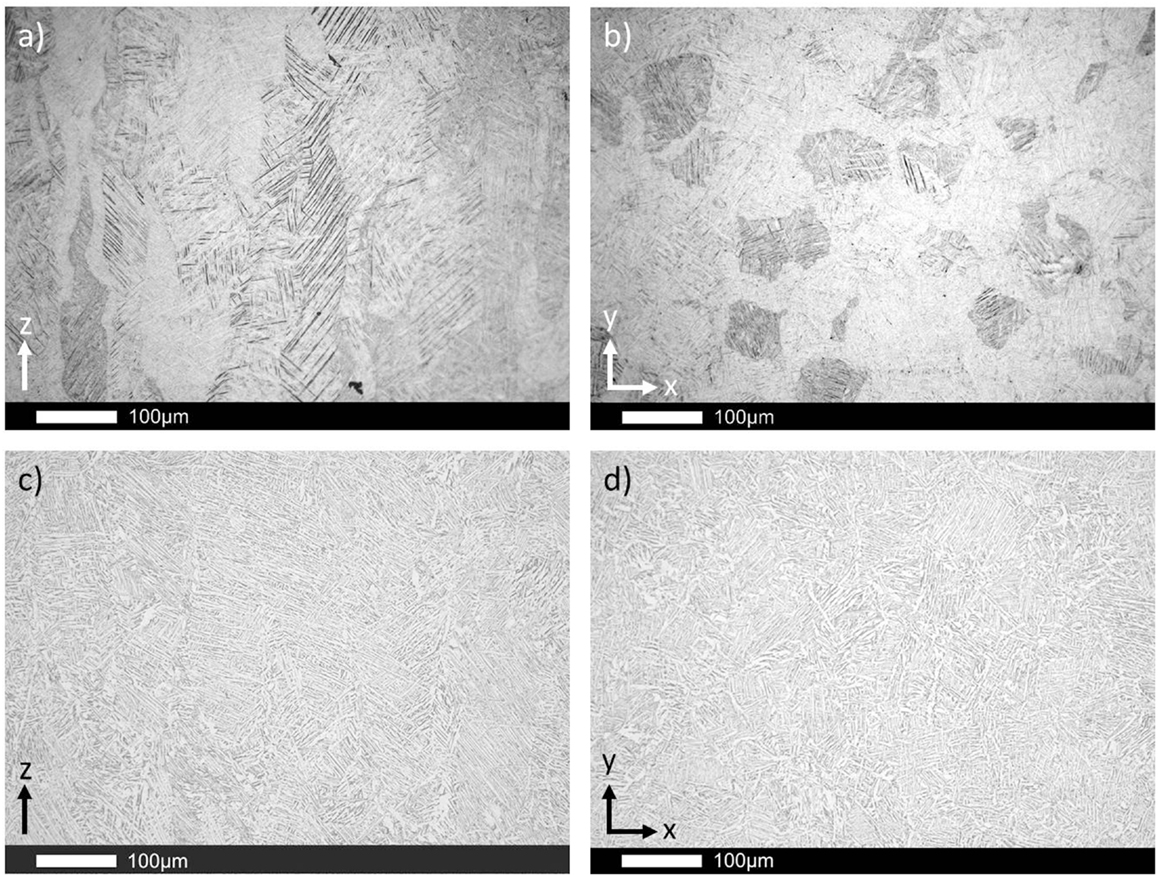
Figure 1. Microstructure of laser additive manufactured Ti–6Al–4V in stress-relieved (A,B) and hot-isostatic-pressed (C,D) condition.
In agreement with the observed microstructure the stress-relieved material shows high tensile strength with reduced ductility. The post treatment at elevated temperatures of 920°C results in an increase of ductility with additional decrease in tensile strength. The values for tensile and ultimate strength as well as the elongation at break are listed in Table 1. The results show that residual porosity and process inherent defects cause an increase of variance for stress-relieved specimens. By contrast, tensile test of specimen after hot-isostatic-pressing show very little scatter.

Table 1. Static mechanical properties of laser additive manufactured Ti–Al6–4V.
High Cycle Fatigue up to 107 Cycles
Preceding research investigated the effect of process inherent defects on the fatigue properties of laser additive manufactured Ti–6Al–4V under tension–tension loading. Results showed large scatter of fatigue life depending on defect kind, size, and location. The investigations exhibited crack initiation at internal defects for all specimens. It was concluded that the Murakami criteria for surface interaction was applicable to describe the scatter in the fatigue data with failure agglomeration at 105 cycles for defects with increased stress concentration due to surface interaction and specimen failure around 3 × 106 cycles for defects without surface interaction (Wycisk et al., 2014).
Figure 2 shows the results from preceding tension–tension testing compared to the current fatigue investigation at R = −1. Identical to previous investigations crack initiation for tension–compression only starts at internal defects; however, these data show significantly less scatter and no visible agglomeration of fatigue life. Analyzing the crack initiating defects regarding increased stress concentration due to surface interaction the results indicate that for tension–compression the surface interaction of defects plays a minor role in fatigue life. The finding is illustrated in Figure 3 showing two specimens with crack initiation at bonding defects under identical stress amplitude of 400 MPa. Defect (a) fulfills the Murakami criteria for surface interaction and increased stress concentration causing failure at 9 × 105 cycles; whereas defect (b) without surface interaction causes failure at 2.3 × 106 cycles. A significant reduction of lifetime to failure can only be observed for one very large defect. Defect (c) with a diameter larger than 500 μm reduces the specimen cross section significantly and leads to increased stress concentration and early failure.
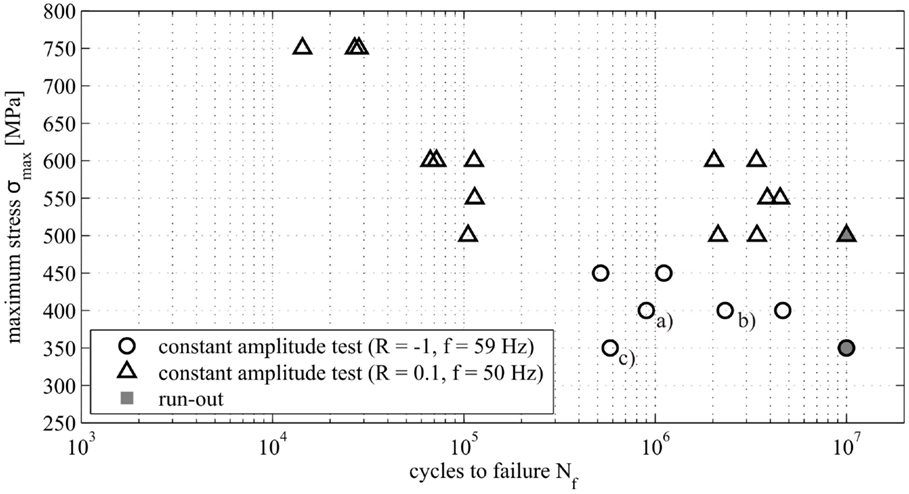
Figure 2. High cycle fatigue properties of stress-relieved Ti–6Al–4V under tension–tension and tension–compression loading.
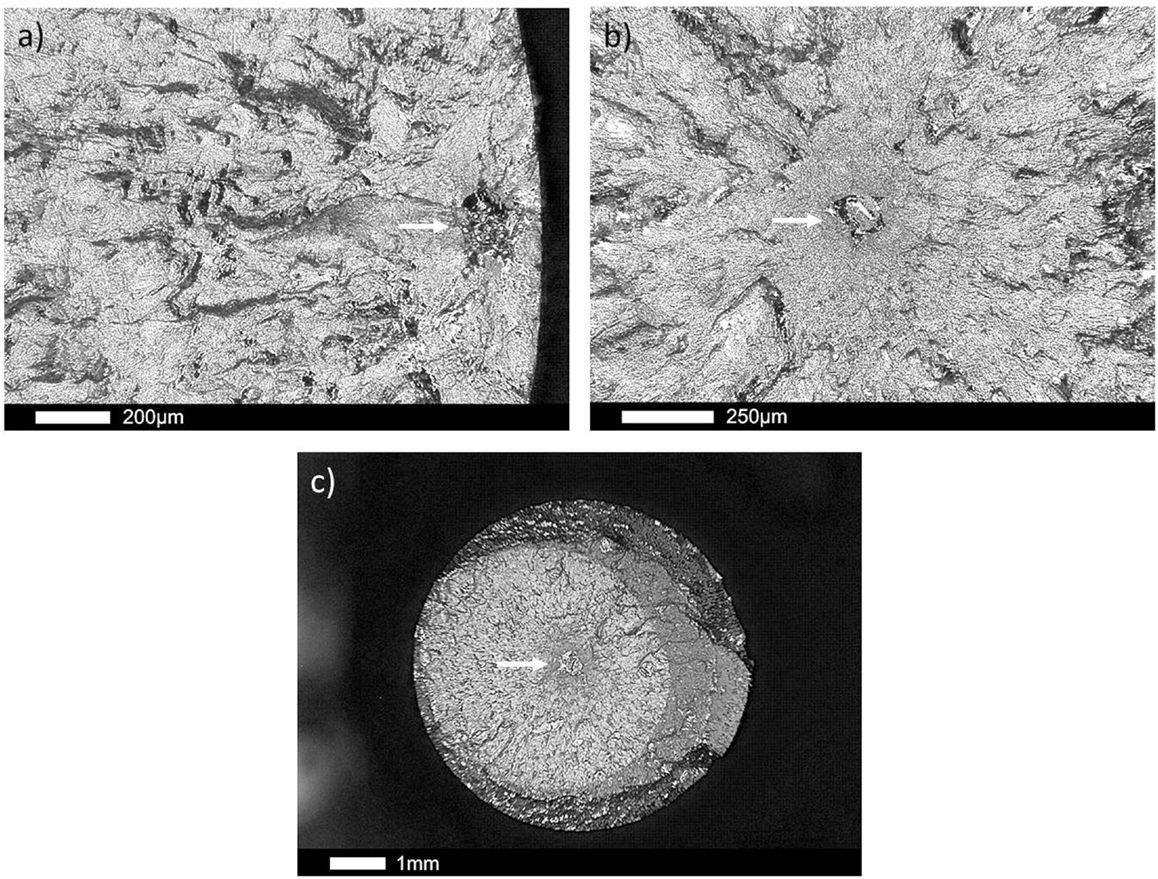
Figure 3. Crack initiation at process inherent defects for stress-relieved specimen under tension–compression loading; defect with (A) and without (B,C) surface interaction.
Using hot-isostatic-pressing defects, such as gas porosity and insufficient layer bonding, are cured in additive manufactured Ti–6Al–4V. In Figure 4, the Woehler curve for HIPed specimens under tension–tension loading (R = 0.1) is shown. The results indicate a strong reduction of scatter compared to additive manufactured material in stress-relieved conditions and an increased fatigue strength of σmax = 680 ± 35 MPa at 107 cycles. Electron and light microscopic analysis of the fracture surface show no sign of crack initiation at process inherent material defects. However, depending on cycles to failure different sites of crack initiation can be observed. For cycles to failure of Nf < 106 crack initiation is only observed at the surface of the specimen with one exception. With increasing fatigue life and Nf > 106 all cracks initiate from the inside of the specimen. Figure 5 shows surface and internal crack initiation for specimen at Nf = 2.9 × 105 and Nf = 2.4 × 106 cycles.
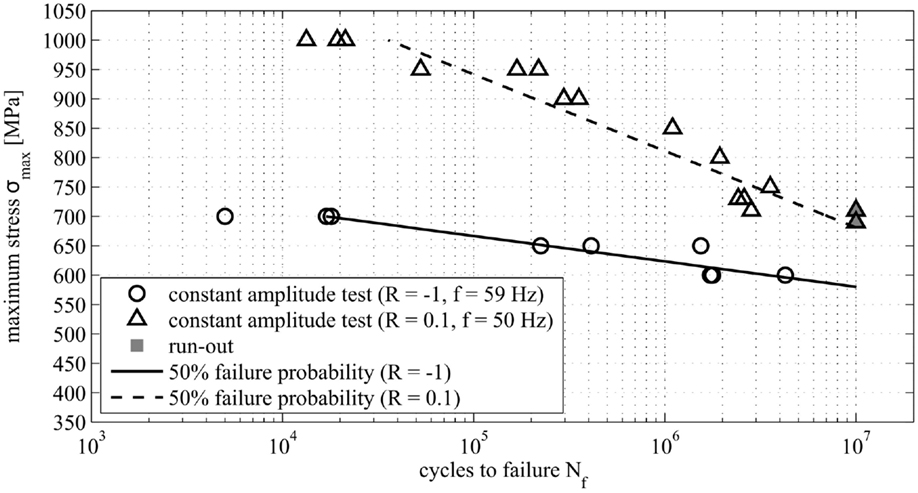
Figure 4. High cycle fatigue properties of hot-isostatic-pressed Ti–6Al–4V under tension–tension and tension–compression loading.
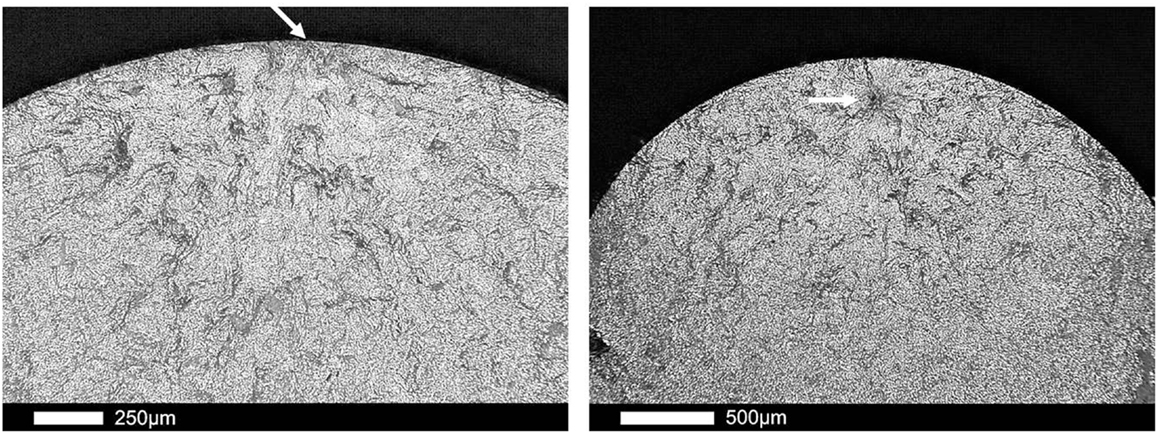
Figure 5. Crack initiation site for hot-isostatic-pressed specimen under tension–tension loading; surface crack initiation at Nf = 2.9 × 105 (left) and internal crack initiation at Nf = 2.4 × 106 (right).
Additionally, Figure 4 shows the results of tension-compression investigations of HIPed specimen. The results show an equally good fatigue performance with a fatigue strength of approximately σmax = 575 MPa at 107 cycles and little scatter. Contrary to the tests at R = 0.1 the specimen under tension-compression exclusively show surface crack initiation until 107 cycles.
Very High Cycle Fatigue up to 109 Cycles
The results of HCF and VCHF tests at R = −1 for stress-relieved specimen are presented in Figure 6. These data show no conventional fatigue limit for Nf > 107 but a steady decrease in fatigue strength with increasing lifetime to failure. The typical scatter due to crack initiation at process inherent material defects of stress-relieved additive manufactured Ti–6Al–4V can be observed. Crack initiation of all specimens is located at internal defects. Additionally, these data show no apparent influence of test frequency on fatigue life.
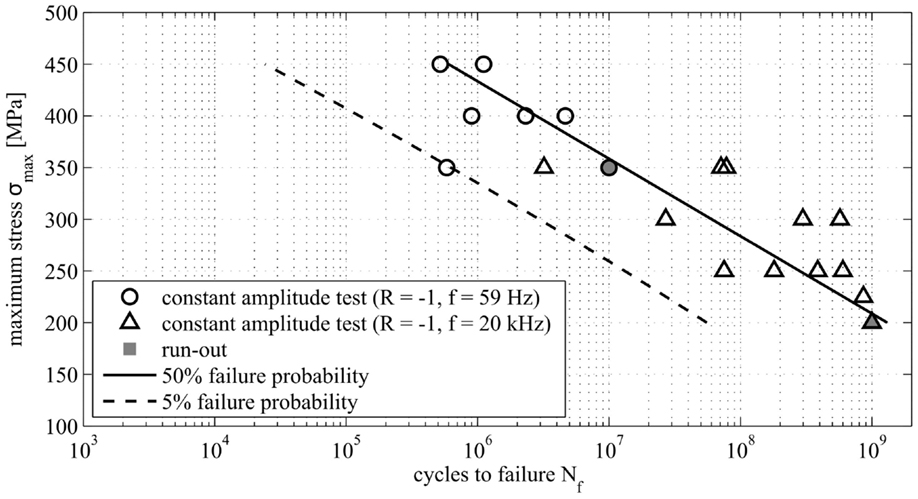
Figure 6. Very high cycle fatigue properties of stress-relieved Ti–6Al–4V under tension–tension loading.
In comparison to stress-relieved specimen, Figure 7 depicts the HCF and VHCF results of hot-isostatic-pressed specimens. Identical to the previous results, the investigation shows no fatigue limit but a steady decrease in strength and no influence of test frequency on fatigue strength. Similar to investigations at R = 0.1 no crack initiation at process inherent defects could be observed. The location of crack formation changes under tension–compression at 107 cycles from surface crack to internal crack initiation. Figure 8 shows surface crack formation for Nf < 107 and internal crack initiation at Nf = 1.8 × 108 cycles. The hot-isostatic-pressed Ti–6Al–4V under tension-compression loading exhibits a very high fatigue strength of σmax = 483 ± 16 MPa at 109 cycles.
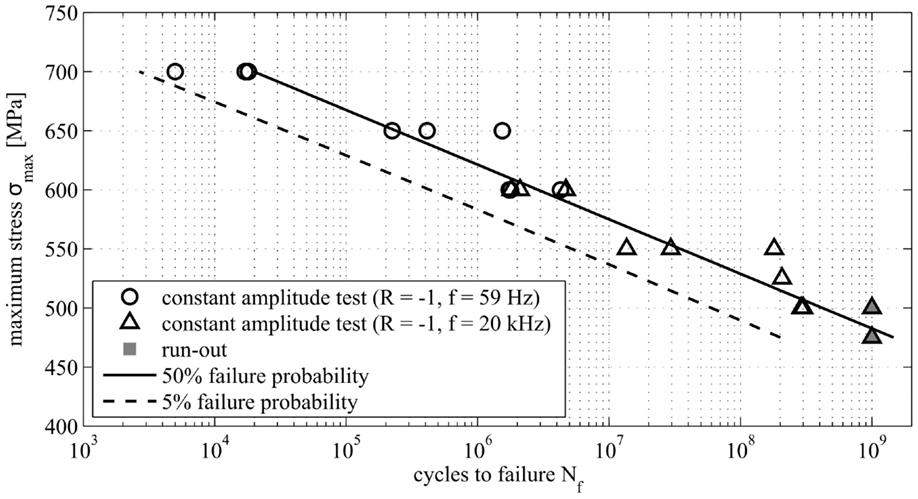
Figure 7. Very high cycle fatigue properties of hot-isostatic-pressed Ti–6Al–4V under tension–tension loading.
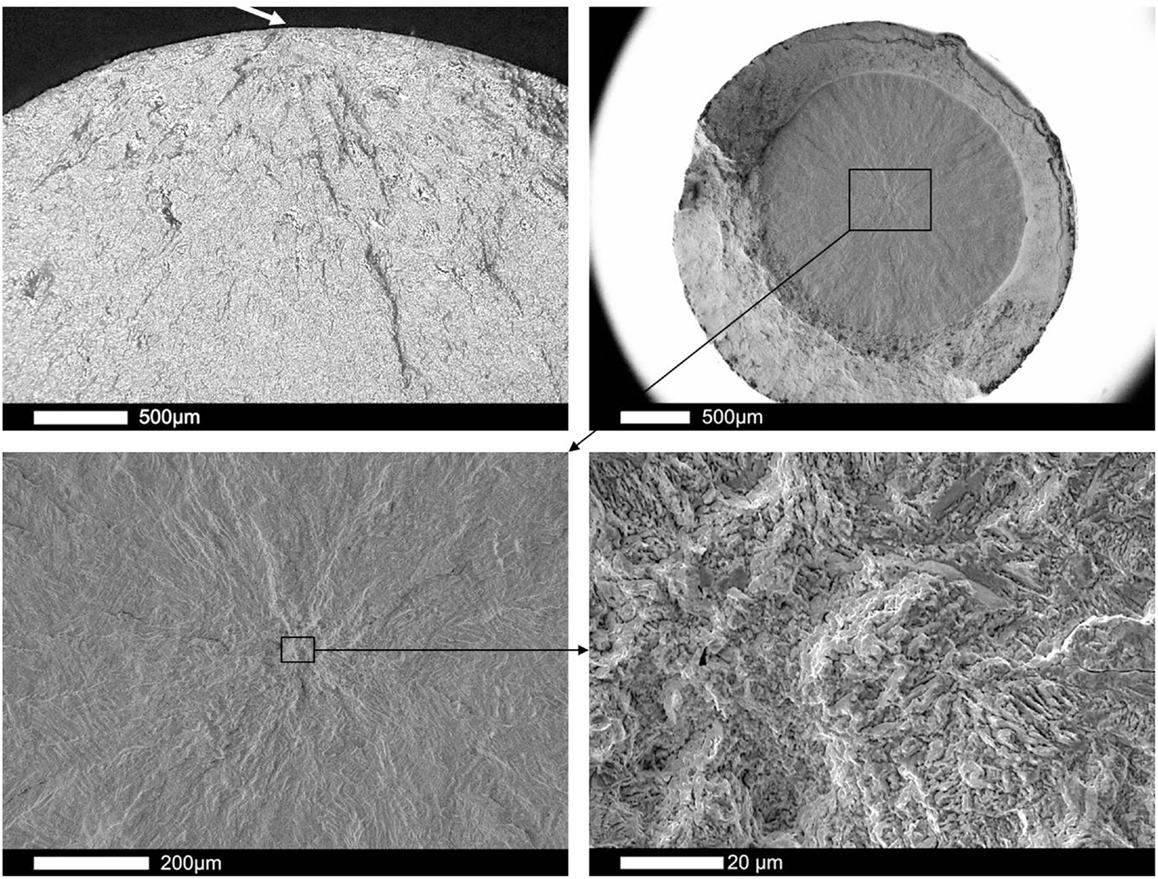
Figure 8. Crack initiation site for hot-isostatic-pressed specimen under tension–compression loading; surface crack initiation at Nf < 107 (top left), internal crack initiation at Nf = 1.8 × 108 (top right), and magnification of internal crack initiation (bottom left and right).
Mean Stress Sensitivity
In Figure 9, the experimentally determined fatigue strength at 107 cycles for tension–tension and tension–compression testing of stress-relieved and hot-isostatic-pressed Ti–6Al–4V is illustrated in a Smith diagram. Primarily, the diagram illustrates the large negative effect of process inherent defects on the fatigue performance. Under quasi-static load, the strength of stress-relieved material excels the HIPed material but stress concentration at process inherent material defects causes a strong decline in strength under cyclic loading. Regarding the mean stress, the results show only small apparent sensitivity for both material conditions. In previous research, mean stress sensitivity was mainly observed in globular or bi-modal titanium alloys. Though the causing mechanisms are not fully understood mean stress sensitivity in globular and bi-modal microstructure is generally said to be driven by the crack initiation stage (Adachi et al., 1985; Lindemann and Wagner, 1997). In lamellar microstructure of conventional Ti–6Al–4V, mean stress sensitivity has not been observed (Adachi, 1987; Notkina, 2005). In the case of the lamellar microstructure of laser additive manufactured Ti–6Al–4V, the slight mean stress sensitivity for stress-relieved material, however, might be explained by the higher influence of stress concentration at defects on the fatigue strength under tension–tension compared to tension–compression loading as observed in the HCF testing. Lacking the existence of defects, the mean stress sensitivity of hot-isostatic-pressed specimen could be explained due to earlier change of crack initiation site under tension-tension loading. As the analysis of fracture surfaces of HIPed specimens show, the shift of crack initiation from surface to internal occurs at 106 cycles for R = 0.1 but not until 107 cycles for R = −1.
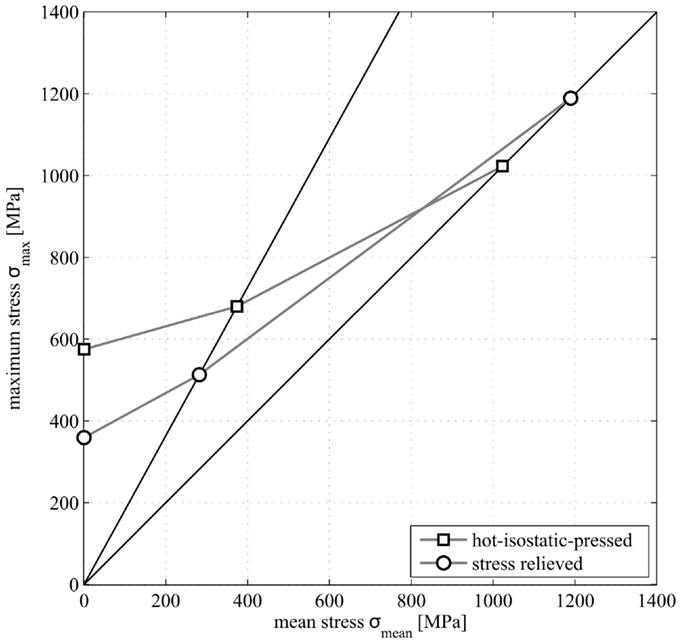
Figure 9. Smith diagram for stress-relieved and hot-isostatic-pressed additive manufactured Ti–6Al–4V.
Conclusion
From the described results following conclusions can be drawn:
• Process inherent defects have a major influence on the fatigue performance of laser additive manufactured Ti–6Al–4V. Regardless of the applied load ratio, all specimens fail due to crack initiation at process inherent defects. Depending on size and location of the defect, the lifetime to failure can vary greatly.
• Under tension–compression crack initiation shows less influence on fatigue life compared to tension–tension loading. Therefore, increased stress concentration at defects due to surface interaction causes significantly less scatter in fatigue data at R = −1.
• Post treatment by hot-isostatic-pressing cures process inherent defects and improves the fatigue performance significantly. Crack initiation at defects can no longer be observed.
• Depending on the applied load ratio crack initiation for HIPed specimen shifts from surface to internal crack initiation at 106 cycles for R = 0.1 and at 107 cycles for R = −1.
• Testing until 109 cycles shows no conventional fatigue limit but decreasing fatigue strength with increasing fatigue life for stress-relieved and hot-isostatic-pressed material.
• An influence of test frequency on fatigue life cannot be observed.
• Laser additive manufactured Ti–6Al–4V shows a slight mean stress sensitivity in stress-relieved as well as HIPed condition. In stress-relieved condition, mean stress sensitivity can be explained by increased sensitivity for crack initiation due to increased stress concentration at defects under tension–tension loading. Decrease in fatigue strength for R = 0.1 at 107 cycles for HIPed material is explained by earlier shift of crack initiation site compared to tension–compression loading.
Conflict of Interest Statement
The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Acknowledgments
This publication was supported by the German Research Foundation (DFG) and the Hamburg University of Technology (TUHH) in the funding program “Open Access Publishing.”
References
Adachi, S. (1987). Mean Stress Dependence of Fatigue Strength in Titanium Alloys. Hamburg: TU Hamburg – Harburg.
Adachi, S., Wagner, L., and Lütjering, G. (1985). “Influence of mean stress on fatigue strength of Ti-6A1-4V,” in Proceedings of the 7th International Conference on the Strength of Metals and Alloys, Montreal, 2117–2122.
Brandl, E. (2010). Microstructural and Mechanical Properties of Additive Manufactured Titanium (Ti-6Al-4V) Using Wire. Cottbus: TU Cottbus.
Edwards, P., and Ramulu, M. (2014). Fatigue performance evaluation of selective laser melted Ti-6Al-4V. Mater Sci Eng 598, 327–337. doi:10.1016/j.msea.2014.01.041
Emmelmann, C., Petersen, M., Kranz, J., and Wycisk, E. (2011a). “Bionic lightweight design by laser additive manufacturing (LAM) for aircraft industry,” in Proceedings of SPIE Eco-photonics 2011: Sustainable Design, Manufacturing, and Engineering Workforce Education for a Green Future, Vol. 8065, Strasbourg.
Emmelmann, C., Sander, P., Kranz, J., and Wycisk, E. (2011b). Laser additive manufacturing and bionics: redefining lightweight design. Phys. Procedia 12, 364–368. doi:10.1016/j.phpro.2011.03.046
Emmelmann, C., Scheinemann, P., Munsch, M., and Seyda, V. (2011c). Laser additive manufacturing of modified implant surfaces with osseointegrative characteristics. Phys. Procedia 12, 375–384. doi:10.1016/j.phpro.2011.03.048
Facchini, L., Magalini, E., Robotti, P., Molinari, A., Höges, S., and Wissenbach, K. (2010). Ductility of a Ti-6Al-4V alloy produced by selective laser melting of prealloyed powders. Rapid Prototyp. J. 16, 450–459. doi:10.1108/13552541011083371
ISO 12107:2012. (2012). Metallic Materials – Fatigue Testing – Statistical Planning and Analysis of Data. Berlin: Beuth Verlag.
Kausch, M. (2013). Entwicklung Hochbelasteter Leichtbaustrukturen Aus Lasergenerierten Metallischen Komponenten Mit Faserverbundverstärkung. Auerbach: TU Chemnitz, Wissenschaftliche Scripten.
Leuders, S., Thöne, M., Riemer, A., Niendorf, T., Tröster, T., Richard, H. A., et al. (2013). On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 48, 300–307. doi:10.1016/j.ijfatigue.2012.11.011
Lindemann, J., and Wagner, L. (1997). Mean stress sensitivity in fatigue of α, (α+β) and β titanium alloys. Mater. Sci. Eng. 234–326, 1118–1121. doi:10.1016/S0921-5093(97)00347-X
Meiners, W. (1999). Direktes Selektives Laser Sintern Einkomponentiger Metallischer Werkstoffe. Aachen: RWTH Aachen, Shaker Verlag.
Munsch, M. (2013). Reduzierung von Eigenspannungen und Verzug in der Laseradditiven Fertigung. Göttingen: TU Hamburg – Harburg, Cuvillier Verlag.
Notkina, E. (2005). Einfluss der Mikrostruktur aus das Ermüdungsrissbildungs- und Ermüdungsrissausbreitungsverhalten der Legierung Ti-6Al-4V. Hamburg: TU Hamburg – Harburg.
Over, C. (2003). Generative Fertigung von Bauteilen aus Werkzeugstahl X38CrMoV5-1 und Titan TiAl6V4 mit “Selective Laser Melting”. Aachen: RWTH Aachen, Shaker Verlag.
Van Hooreweder, B., Moens, D., Boonen, R., Kruth, J.-P., and Sas, P. (2012). Analysis of fracture toughness and crack propagation of Ti6Al4V produced by selective laser melting. Adv. Eng. Mater. 14, 92–97. doi:10.1002/adem.201100233
Vlcek, J. (2006). Property Investigation of Laser Cladded, Laser Melted and Electron Beam Melted Ti-6Al-4V. Tech. Rept. RTO-AVT-139. Amsterdam: NATO-RTO Specialist Meeting on Netshape Manufacturing.
Vlcek, J. (2007). “Property investigation of Ti-6Al-4V produced by additive manufacturing,” in Proceedings of the 136th TMS Annual Meeting, Orlando.
Wirtz, T. P. (2005). Herstellung von Knochenimplantaten aus Titanwerkstoffen durch Laserformen. Aachen: RWTH Aachen.
Wycisk, E., Kranz, J., and Emmelmann, C. (2012a). “Fatigue strength of light weight structures produced by laser additive manufacturing in TiAl6V4,” in Proceedings of 1st International Conference of the International Journal of Structural Integrity, Porto.
Wycisk, E., Kranz, J., and Emmelmann, C. (2012b). “Influence of surface properties on fatigue strength of lightweight structure produced by laser additive manufacturing in TiAl6V4,” in Proceedings of Direct Digital Manufacturing Conference, Berlin.
Wycisk, E., Solbach, A., Siddique, S., Herzog, D., Walther, F., and Emmelmann, C. (2014). Effects of defects in laser additive manufactured Ti-6Al-4V on fatigue properties. Phys. Procedia 56, 371–378. doi:10.1016/j.phpro.2014.08.120
Keywords: laser additive manufacturing, very high cycle fatigue, Ti–6Al–4V, selective laser melting, 3D printing, titanium alloy
Citation: Wycisk E, Siddique S, Herzog D, Walther F and Emmelmann C (2015) Fatigue Performance of Laser Additive Manufactured Ti–6Al–4V in Very High Cycle Fatigue Regime up to 109 Cycles. Front. Mater. 2:72. doi: 10.3389/fmats.2015.00072
Received: 14 August 2015; Accepted: 02 December 2015;
Published: 17 December 2015
Edited by:
Han-Yong Jeon, Inha University, South KoreaReviewed by:
Alberto D’Amore, Second University of Naples, ItalySriramya Duddukuri Nair, The University of Texas at Austin, USA
Copyright: © 2015 Wycisk, Siddique, Herzog, Walther and Emmelmann. This is an open-access article distributed under the terms of the Creative Commons Attribution License (CC BY). The use, distribution or reproduction in other forums is permitted, provided the original author(s) or licensor are credited and that the original publication in this journal is cited, in accordance with accepted academic practice. No use, distribution or reproduction is permitted which does not comply with these terms.
*Correspondence: Eric Wycisk, ZXJpYy53eWNpc2tAdHVoaC5kZQ==